Ako tražite upute kako omotati cijevi u vlažnim, mokrim ili podvodnim uvjetima — ovaj članak vodi vas kroz sve ključne korake potrebne za uspješnu primjenu kompozitnog omota Belzona SuperWrap II sustava.
Ovaj postupak aplikacije koristi Belzonu 1984 – najnoviji dodatak u kolekciji smola koje se koriste u Belzona SuperWrap II kompozitnim sustavima za omotavanje. Belzona 1984 posebno je formulirana za toleranciju na površinu te se može nanositi u vodenim okruženjima bez potrebe za abrazivnim pjeskarenjem, što je čini idealnim rješenjem za popravke cijevi pod vodom.
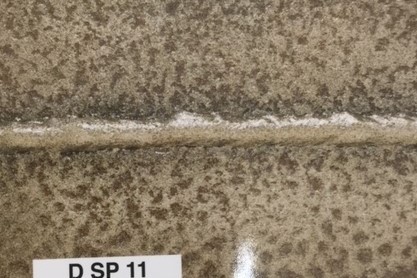
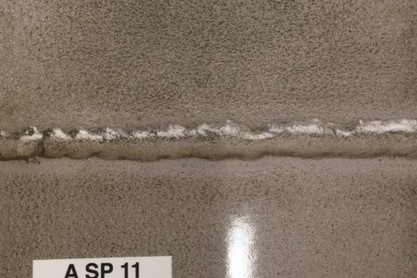
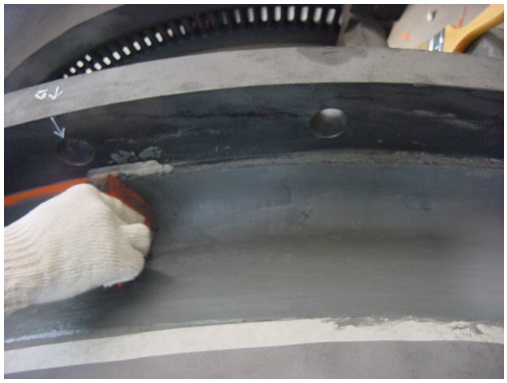
Korak 1: Priprema površine prije primjene SuperWrap II Uklonite sve labave nečistoće i zagladite površinu brusilicom dok se ne postigne čistoća prema standardu SSPC-SP11 do gola metalna površina s profilu dubine najmanje 25 µm.
Korak 2: Miješanje epoksidne smole Odmjerite bazu i učvršćivač (prema uputama), zatim ih pomiješajte u zdjeli oko 3 minute dok ne postignete homogenu smjesu.
Korak 3: Natapanje kompozitne tkanine smolom Nanesite smjesu Belzona 1984 na kompozitnu tkaninu Belzona 9381, koristeći kist, valjak ili plastični aplikator. Tkanina mora biti potpuno natopljena – to je ključno za trajnu i čvrstu zaštitu.
Korak 4: Omatanje tkanine oko cijevi Unutar označenog područja omotajte natopljenu tkaninu helicoidno (po spirali), s preklapanjem od 50 %. Ovisno o širini tkanine, centrirana šav-linija može služiti kao vodič. Prije postavljanja zaštitne folije, najviše četiri sloja tkanine se primjenjuju.
Korak 6: Fiksiranje na krajevima Na kraju postupka omot mora biti čvrsto zategnut i fiksiran na oba kraja.
Zašto koristiti kompozitni omot?
Sustav Belzona SuperWrap II koristi 100 % krute tvari, pojačanu tkaninu od staklenih i/ili karbonskih vlakana te foliju za kompaktiranje — sve to omogućuje brzu, hladnu i trajnu sanaciju oštećenih, korodiranih ili oslabljelih cijevi i spremnika.
– Može se koristiti pod vodom, u vlažnim ili mokrim uvjetima, bez pjeskarenja.
– Omogućuje brz povrat u rad bez potrebe za zavarivanjem ili zamjenom dijelova.
– Idealno za popravke kod corrosion/erosion damage, pukotina, rupa, aktivnih curenja, oštećenja od mehaničkog utjecaja i slično.
Ako tražite upute kako omotati cijevi u vlažnim, mokrim ili podvodnim uvjetima — ovaj članak vodi vas kroz sve ključne korake potrebne za uspješnu primjenu kompozitnog omota Belzona SuperWrap II...
Belzona s ponosom najavljuje lansiranje Belzona SF6-FIX, svog revolucionarnog rješenja za curenje SF6. Dok se svijet bori s hitnošću minimiziranja emisija stakleničkih plinova, Belzona zauzima...
Propuštanje spremnika i cjevovoda može izuzetno loše utjecati na kontuirani pogon, može rezultirati dugotrajnim zastojima radi održavanja, a postoji i opasnost od ispuštanja potencijalno opasnih tvari...
Amerika potiče razvoj ‘trajnijih materijala otpornih na koroziju’ za poboljšanje procesa pretvaranja otpada u energiju U današnjem svijetu, sve više vlada i kompanija se okreće...
Belzona rješenje dokazano štedi do 20% na troškovima energije Proizvodnja pumpi suočena je s mnogim izazovima na današnjem tržištu. Mnoge industrije su suočene s globalnim skokom cijena energije u...
SAŽETAK REPARACIJE CJEVOVODA U bilo kojoj industriji, pucanje cijevi može imati kritične i ozbiljne posljedice što uključuje zaustavljanje cijele operacije pogona, a samim time i neželjene troškove...
Mreža cjevovoda u Republici Hrvatskoj je dugačka. Objavljeno je da približno 759 km cjevovoda srednjeg toka prenosi sirovu naftu. Ti se cjevovodi obično strateški vode pod zemljom na velike...
Industrije i postrojenja širom svijeta suočavaju se s izazovima povezanim s održavanjem toplinske izolacije cjevovoda, spremnika i posuda. Oštećenja i propadanje cijevovoda, ventila i priključaka...
Ovaj članak obuhvaća pozicije na spremniku podložne oštećenju te kako možete koristiti različita rješenja za popravak, zaštitu i poboljšanje. Uključujući: Hidroizolacija spoja temelja...
Belzona s ponosom najavljuje lansiranje Belzona SF6-FIX, svog revolucionarnog rješenja za curenje SF6.
Dok se svijet bori s hitnošću minimiziranja emisija stakleničkih plinova, Belzona zauzima proaktivan stav uvođenjem svog rješenja za6 istjecanje stakleničkih plinova. Belzona SF6-FIX može smanjiti curenje na neprimjetne razine, ublažavajući opasnosti za okoliš povezane sa upotrebom SF6.
Što je sumporov heksafluorid (SF6)?
Sumporov heksafluorid ili SF6 je sintetički plin koji se sastoji od jednog sumpora i šest atoma fluorida. Obično se koristi u električnoj opremi srednjeg i visokog napona za izolaciju električnih dijelova pod naponom i za uključivanje i isključivanje protoka električne struje. Ta ista oprema, ključna za učinkovito funkcioniranje elektroenergetskih mreža, također ima ključnu ulogu u povezivanju proizvodnje i skladištenja obnovljive energije.
Zašto je zaustavljanje curenja SF 6 toliko važno?
Unatoč svojoj korisnosti, SF6 je nevjerojatno štetan za planet. S potencijalom zagrijavanja koji je zapanjujućih 23.500 puta veći od ugljičnog dioksida (CO2),1 SF6 je najsnažniji staklenički plin. To znači da čak i u malim količinama SF6 ima nesrazmjerno značajan utjecaj na globalno zatopljenje. Zabrinjavajuće je da Agencija za zaštitu okoliša primjećuje da istraživanja otkrivanja curenja pokazuju da otprilike 10 posto populacije prekidača curi, a 85 posto tih curenja oslobađa dovoljno ovog opasnog plina da bi se smatralo značajnim. Česta curenja tako snažnog stakleničkog plina postala su ozbiljan čimbenik koji doprinosi globalnom zatopljenju. Komentirajući Belzonino novo rješenje za6 curenje SF-a, jedan od glavnih programera, Karl Rodman, rekao je:
“Primjenom ovog rješenja značajno će se smanjiti količina štetnog SF6ispuštanja u atmosferu. Belzona je stvorila neophodno rješenje za plodan problem u ovoj integralnoj industriji. Belzona SF6-FIX ne samo da rješava ekološke probleme u vezi s curenjem SF6 , već također pridonosi održivom i učinkovitom funkcioniranju električnih mreža”.
Primjer rješenje curenja na terenu
Ova prirubnica električnog sklopnog uređaja unutar podstanice za distribuciju električne energije ispuštala je 70 kg SF6 mjesečno. Osim što su razarajuća za okoliš, takva curenja uzrokuju znatne troškove jer lokalne vlasti mogu izdati pozamašne kazne. Korištenjem strateške kombinacije stručno primijenjenih specijalnih materijala, uključujući armaturne ploče uz Belzoninu naprednu smolu i premaze, Belzona je uspješno zaustavila curenje u samo jednom danu, bez potrebe za otplinjavanjem sustava.
Nakon šest mjeseci rada, rješenje se smatra uspješnim. Curenje je smanjeno na nemjerljivu razinu, što je rezultiralo ogromnom ekološkom i financijskom uštedom. Ova trijumfalna aplikacija otvorila je put za širenje rješenja na druge trafostanice, nudeći praktična i učinkovita sredstva za pokretanje globalne industrije distribucije električne energije prema održivijoj budućnosti.
Pogledajte uvod u Belzona SF6-FIX ovdje:
Želite saznati više o rješenjima tvrtke Belzona za curenje SF6?
Propuštanje spremnika i cjevovoda može izuzetno loše utjecati na kontuirani pogon, može rezultirati dugotrajnim zastojima radi održavanja, a postoji i opasnost od ispuštanja potencijalno opasnih tvari u okoliš.
Proboji stjenke površine uzrokovani su unutarnjom ili vanjskom korozijom, erozijom, kemikalijama, abrazijom i drugim vrstama degradacije. Ako se ovi procesi ne spriječe upomoć Belzona proizvoda, dolazi do propuštanja medija iz cjevovoda ili spremnika što zahtjeva zastoj i hitan popravak.
Ovdje ćemo prikazati hitni popravak propuštanja pomoću Belzona materijala za reparacijučime se doprinosi dugoročnoj čvrstoći cjevovoda ili spremnika.
Prvi dio prikazuje detaljane upute za hitno zaustavljanje propuštanja korištenjem brzootvrdnjavajućeg Belzona 9611 (ES-Metal) materijala. To će zaustaviti propuštanje, eliminirati gubitke, ograničiti štetu i osigurati dugotrajni popravak.
1 KORAK
područje oko propuštanja prvo treba grubo ohrapaviti pomoću ručnog alata. Kvaliteta pripreme površine ovisit će o okolnostima za vrijeme propuštanju no što je površina hrapavija to će biti omoguće bolje prianjanje Belzone 9611 (ES-Metal) na oštećenje.
2 KORAK
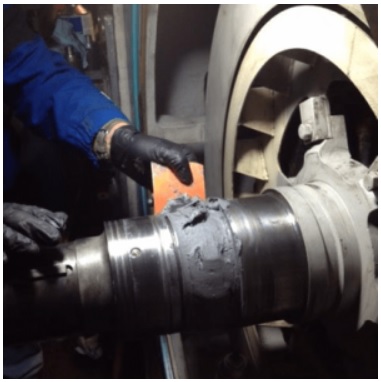
Nakon što je postignuta najbolja moguća priprema površine, željena količina Belzona 9611 (ES-Metal) mora se ručno umijesiti dok se ne postigne jednolična siva boja.
3 KORAK
Jednom kada se Belzona 9611 (ES-Metal) izmiješa, utisnite je u oštećenje i pritišćite dok curenje cijevi ne prestane. Belzona tourniquet (gumeni zatezač) je idealan za zatezanje dok traje proces otvrdnjavanja oko jednog sata.
2 DIO: Kako ojačati popravak propuštanja za dugoročno rješenje s Belzona 1212 i Belzona 9341 (traka za ojačanje).
Prvi dio pokazuje kako zaustaviti živi curenje/propuštanje, a drugi dio je Belzona preporuka ojačanja hitnog popravka kompozitnim materijalom poput Belzona 1212 kako bi se osigurala bolja izdržljivost na tlak i osigurao trajniji popravak.
1 KORAK
Površinu je potrebno ponovo grubo ohrapaviti pomoću ručnih alata za pripremu površine kako bi Belzona imala dobru adheziju na ohrapavljenu površinu popravka.
Nakon toga površinu trebala odmastiti sa Belzona 9111 (čistač/odmašćivač) ili Acetonom kako bi se uklonile kontaminacije s površine.
2 KORAK
Omotajte traku za ojačanje Belzona 9341 oko područja popravka, osiguravajući da je duljina trake barem dvostruko veća od opsega cijevi te izrežite odgovarajuću mjeru.
3 KORAK
Pomiješajte Belzona 1212 epoksidni materijal za popravak metala tolerantan na mokru i masnu površinu, u omjeru 1 dio baze prema 1 dijelu stvrdnjivača po volumenu, ili 5 dijelova baze prema 6 dijelova stvrdnjivača po težini, dok se ne postigne jednolična boja.
4 KORAK
Nanesite sloj mješavine proizvoda izravno na podlogu, snažno pritiskajući četkom kako biste popunili profil i osigurali maksimalni mogući kontakt s površinom.
Premažite Belzona 9341 (traku za ojačanje) sa Belzona 1212 tako da je jedna strana potpuno prekrivena..
5 KORAK
Zamotajte dvije duljine ojačanog kompozita oko opsega cijevi, osiguravajući najmanje 50% preklapanje, povlačeći čvrsto kako biste istisnuli višak proizvoda na površinu.
Nakon omatanja, pobrinite se da izgladite eventualne neravnine, udubljenja ili izbočine prije nanošenja završnog sloja Belzona 1212 radi ojačanja popravka.
Slijedeći korake opisane iznad, curenja / propuštanja se mogu trenutno zaustaviti i brzo ojačati, pružajući opremi trajan popravak i brz povratak u pogon. Pogledajte videozapis opisanog zaustavljanja propuštanja:
U bilo kojoj industriji, pucanje cijevi može imati kritične i ozbiljne posljedice što uključuje zaustavljanje cijele operacije pogona, a samim time i neželjene troškove zastoja. Stoga je imperativ da, ako se dogodi najgore, upravitelji pogona imaju učinkovit plan hitne intervencije reparacije cjevovoda. U konačnici, što se brže i na siguran način integritet cjevovoda može obnoviti, tim bolje.
Propuštanje cijevi bioelektrane u Floridi, SAD-u potaknulo je brzu reakciju tehničkog savjetnika Belzona Floride, Alana Belangera da unutar 24 sata od telefonskog poziva, zahvaljujući brzom razmišljanju, brzom djelovanju i Belzona visokokvalitetnim materijalima, zaustavi curenje i vrati te dodatno ojača strukturalni integritet cjevovoda.
Materijali korišteni za reparaciju su: Belzona 1212, čelične ploče i Belzona Superwrap II, koje je Alan odredio kako bi se cijevovod od stakloplastike u potpunosti obnovio te kako bi se spriječilo buduće procurivanje i to sve uz minimalan zastoj i prekide rada bioelektrane.
Propuštanje cijevi
SANACIJA CJEVOVODA U ROKU OD 24 SATA
Alan je u 9:30 ujutro dobio poziv iz bioelektrane s informacijom o propuštanju cjevovoda. Nakon odluke da se koristi Belzona SuperWrap II sustav sanacije, tim iz Belzona Floride i lokalni izvođači, Grizzly GCC, započeli su pripreme za sanaciju. Pripremljena je količina materijala potrebna za sanaciju i izrađene su čelične ploča za ojačanje područja propuštanja.
Aplikacija i otvrdnjavanje kompozitnog materijala trajala je 18 sati. Površina je opjeskarena i postavljene su čelične ploče na Belzona 1212. Nakon otvrdnjavanja Belzona 1212, na cijev promjera 915 mm naneseno je nekoliko slojeva Belzona SuperWrap IIsustav čime se vratio i dodatno ojačao integritet cjevovoda. Sanacija je završena do 23 sata navečer.
Opjeskareno područje cijevi
Sljedećeg jutra u 6 ujutro elektrana je puštena u pogon bez propuštanja cjevovoda. Ovaj hitni popravak cjevovoda pokazao se kao veliki uspjeh Belzona tehnološkog rješenja materijalima koji su savršeno odradili sanaciju u samo dvanaest sati. Vlasnik bio je vrlo zadovoljan učinkovitošću i brzinom cijele sanacije.
Cijev sanirana sa kompozitnim namotom
ZAŠTO BELZONA?
Za sanaciju proboja cjevovoda odabrana je Belzona 1212 kojom se čelična ploča “zalijepila” na cijev zahvaljujući izvrsnoj prionjivosti. Materijal će se čvrsto vezati čak i na mokre ili masne čelične površine što ga čini idealnim za hitne popravke gdje površina možda nije u idealnom stanju.
Čelična ploča učvršćena na površinu sa Belzona 1212
Nadalje, Belzona 1212 iznimno brzo očvrsne – nakon 90 minuta i pri 20°C već se može lagano opteretiti. “Lagano opterećenje” je potrebno vrijeme otvrdnjavanja koje mora proteći prije nego se cjevovod može omotati sa Belzona SuperWrap II. Belzona 1212će očvrsnuti za manje od 24 sata čak i na nižim temperaturama. Na primjer, na 5°C potpuno će se stvrdnuti za samo 16 sati.
Na kraju se upotrijebila Belzona SuperWrap II omatanje/ojačavanje cjevovoda. čime se dovršio hitni popravak cijevi. Belzona SuperWrap IIje posebno dizajniran za brzu i jednostavnu aplikaciju, što omogućuje zastoj manji od 24 sata, pružajući dugogodišnju zaštitu bez održavanja.
Ovisno o odabranoj smoli, Belzona SuperWrap II ima visoke performanse u različitim klimatskim uvjetima i pri različitim radnim temperaturama:
APLIKACIJA PRI:
OTPORNO DO:
Belzona 1981 – zimski uvjeti rada
5°C – 20°C
60°C
Belzona 1982 – ljetni uvjeti rada
20°C – 40°C
80°C
Belzona 1983 – za otpornost na visoke temperature
5°C – 40°C
150°C
Belzona 1983 – aplikacija na moko ili pod vodom
5°C – 40°C
50°C
U ovom je slučaju Belzona 1982 navedena kao najprikladnija smola za primjenu.
POZITIVNO ISKUSTVO
Od sanacije do danas, bioelektrana je vrlo zadovoljna performansama Belzona 1212 i Belzona Superwrap II. Zbog uspjeha sustava, Belzona Florida je zamoljena da dođe u travnju kako bi izvršila još dvije aplikacije tijekom planiranog remonta. Bilo da se radi o hitnim popravcima cijevi ili remontu, Belzona SuperWrap II tehnologija se koristi diljem svijeta za sanaciju stanjenja stjenke cjevovoda, spremnika i posuda.
Reference:
Belzona Superwrap II Solution For Crude Oil PipelineBelzona
Superwrap II Successfully Tackles An Emergency Pipe Leak Repair
Belzona Superwrap II Sets Sail
Zainteresirani ste za više informacija o Belzona SuperWrap II? Kontaktirajte nas
Mreža cjevovoda u Republici Hrvatskoj je dugačka. Objavljeno je da približno 759 km cjevovoda srednjeg toka prenosi sirovu naftu. Ti se cjevovodi obično strateški vode pod zemljom na velike udaljenosti, nesmetano okolnim zajednicama. Međutim, ovaj siguran i ekološki prihvatljiv način transporta sirove nafte može stvoriti probleme s obzirom na korozivno okruženje kojem su izloženi podzemni cjevovodi.
Podzemni cjevovodi obično su izrađeni od ugljičnog čelika jer je to isplativa legura s poželjnim mehaničkim svojstvima. Međutim, glavni nedostatak ugljičnog čelika u zemlji je njegova ograničena otpornost na koroziju. Prema podacima koje je tijekom posljednjih 14 godina prikupio sustav praćenja izvedbe cjevovoda (PPTS) od Američkog naftnog instituta (API), korozija je prouzročila 24% svih incidenata u podzemnim cjevovodima koji prenose opasne tekućine.
Radovi na izgradnji cjevovoda za prirodni plin.
Korozivnost tla
Sastav tla se geografski razlikuje, ali je u osnovi agregat minerala, organskih tvari, vode i plinova. Ovi osnovni sastojci tla objašnjavaju njegova svojstva, uključujući korozivnost. Varijacije korozivnosti tla tijekom putanje cjevovoda mogu dovesti do korozije uslijed diferencijalnog naboja, što je glavni razlog korozije vanjske stjenke ukopanih cjevovoda.
Neke od pokretačkih sila korozije tla uključuju, između ostalog, razinu kisika, koncentraciju elektrolita, sadržaj vlage i mikrobiološke populacije. Voda, u kombinaciji s različitim ionskim vrstama prisutnim u tlu, može dovesti do stvaranja jakih elektrolitskih vodenih otopina, koje smanjuju otpor tla i ubrzavaju brzinu korozije. Kapacitet tla za zadržavanje vode jako ovisi o njegovoj teksturi i veličini čestica. Na primjer, tla koja sadrže grubi pijesak čestica relativno velikog promjera imaju ograničeniju sposobnost nakupljanja vode od tla s velikim udjelom sitnijih čestica, poput sitnog pijeska ili gline. Kako su sitnije čestice obično zasićenije vodom od grubog pijeska, cjevovodi okruženi sitnijim česticama obično će biti izloženi okruženju zasićenom vodom.
Kisika kao oksidirajući agens
Zbog uloge kisika kao oksidirajućeg agensa, stupanj prozračivanja drugi je parametar koji utječe na koroziju tla. Iako je grubi pijesak ograničen u sposobnosti nakupljanja vode, učinkovitiji je u prijenosu kisika od sitnijih čestica u tlu. To povećava stupanj prozračivanja, što rezultira ubrzanom korozijom. Iskopavanja radi inspekcije ili popravaka također će povećati razinu kisika. Kako cjevovod putuje u tlu sa različitim koncentracijama kisika, stvaranje diferencijalnih stanica za prozračivanje gotovo je neizbježno. Pozicije cjevovoda izložene tlu s nedostatkom kisika postaju anodna, dok ona u dodiru s visoko prozračenim tlom postaju katodna.
Prisutnost mikrobioloških populacija u tlu može utjecati na koroziju i daljnje propadanje podzemnih cjevovoda srednjeg toka. Ova vrsta korozije, koja se široko naziva mikrobiološkom korozijom (MIC), povezana je s aktivnošću različitih mikroorganizama u tlu. Tlo štiti mnoštvo različitih vrsta bakterija, koje se mogu prilagoditi različitim pH razinama, koncentracijama kisika i temperaturama. Bakterije mogu utjecati na proces korozije stvaranjem biofilmova na površini cjevovoda i stvaranjem koncentracije diferencijala. Unutar biofilma aerobne bakterije ispuštaju kisik, a bakterije koje proizvode kiselinu smanjuju razinu pH. Ova mikrobna aktivnost stvara anode i rezultira lokaliziranom korozijom nalik jamicama. Neke od ovih bakterija su i bakterije koje reduciraju sulfat (SRB), one mogu reducirati sulfatne ione u sulfide i povećati vjerojatnost pucanja uslijed stres korozije.
Vanjska korozija cjevovoda
Vanjska korozija utječe na sve zakopane cjevovode i moramo se boriti protiv nje primjenom učinkovite zaštitne barijere zajedno s sustavima katodne zaštite. Premazi pružaju barijeru između korozivnog okoliša tla i cjevovoda, ujedno izolirajući i supstrat. Katodna zaštita cjevovoda, s druge strane, čini ga katodnim primjenom istosmjerne struje.
Osmay Oharriz, Belzona voditelj naftne i plinske industrije
Trenutno se koristi velika raznolikost premaza za zaštitu ukopanih cjevovoda od ugljičnog čelika, svaki sa svojim prednostima i ograničenjima. Neki od nedostataka uočenih kod premaza povezani su, između ostalog, s ograničenim temperaturnim rasponom, lošom otpornošću na smicanje i tlačno naprezanje, katodnim odvajanjem i ograničenjima primjene.
Ispitivanje materijala
Otpornost premaza na potapanje u tekućine
Kako su podzemni cjevovodi izloženi vodi i otopljenim solima, odabrani premaz mora biti u stanju izdržati kontinuirano izlaganje vodenim otopinama soli. ISO 2812-2 određuje metodu za određivanje učinaka potpunog ili djelomičnog potapanja vode na premaz. Uključuje potapanje presvučenih ploča od ugljičnog čelika u kupku s morskom vodom na 40 ° C (104 ° F) na šest mjeseci. Po završetku ispitivanja, vizualnim pregledom na pukotine, mjehuriće ili raslojavanje utvrđuje se zadovoljava li premaz ili ne.
Otpornost na visokotemperaturno uranjanje
Izviješteno je da vanjska strana nekih cjevovoda može doseći temperature iznad 50˚C (120˚F). To se obično događa u ljetnim mjesecima kada je temperatura zraka i tla najviša. Stoga premaz mora podnijeti povišene temperature bez značajnih znakova propadanja.
Atlas cell test
Otpornost na toplinu i propusnost premaza mogže se odrediti atlas cell testom u skladu s TM0174-1991. Ova se tehnika koristi za dobivanje maksimalne temperature pri kojoj premaz može pružiti prikladnu zaštitnu barijeru u uronjenim uvjetima.
Test uključuje uranjanje premazane ploče u kemijsku otopinu temperaturnih uvijeta koji su usporedivi s predviđenim radnim okruženjem.
Deionizirana voda obično se koristi kao otopina za ispitivanje jer pruža najveću moguću razinu koncentracije, promičući prodiranje vode kroz prevlaku. Test traje šest mjeseci. Premazi se pregledavaju nakon prvog, trećeg i šestog mjeseca ispitivanja. Test se smatra uspješnim ako se ne otkriju pukotine, mjehurići ili hrđa.
Elektrokemijska impedancijska spektroskopija (EIS) metoda je ispitivanja impedancije ili otpora protoku električne struje kroz oblogu u skladu s ISO 16773-2. Ova tehnika može se koristiti zajedno uz atlas cell test. Bilo koja voda koja može prodrijeti kroz premaz smanjila bi impedanciju premaza. Usporedbom izmjerenih vrijednosti prije i nakon atlas cell testa može se odrediti kvantitativna propusnost vode.
Otpornost na pritisak
Podzemni cjevovodi izloženi su značajnim tlačnim naprezanjima povezanim s opterećenjima radi težine tla, težine cjevovoda i težine medija u cjevovodu. Ispitivanje u skladu s ASTM D695 ukazuje na sposobnost premaza da se odupre degradaciji kada je aksijalno napregnuto pod tlakom. Ovaj se postupak sastoji od upotrebe tenzometra od 25 kN za vršenje opterećenja na uzorku odljevka sve dok se ne primijeti puknuće.
Otpornost na smicanje
Promjene temperature i tlaka uslijed različitih radnih uvjeta rezultiraju širenjem i skupljanjem cjevovoda od ugljičnog čelika. Relativan pomak između cjevovoda i tla opteretiti će premaz naprezanjima posmaka. Ako adhezija prevlake ne može nadvladati naprezanja posmaka koja djeluje na cjevovod, može doći do odvajanja prevlake.
Ispitivanje prema ASTM D1002 primjenjuje se za utvrđivanje adhezije odnosno prijonjivosti materijala. U ovoj metodi materijal spaja dvije krute metalne pločice. Nakon što materijal potpuno očvrsne, primjenjuje se tenzometar od 25 kN za vlačno opterećenje na obje ploče u suprotnim smjerovima sve dok ne dođe do prekida zaljepnjenog spoja.
Fleksibilnost i otpornost na puknuće
Premazi naneseni na podzemne cjevovode mogu se rastezati kada podloga propada ili se deformira uslijed neočekivanih opterećenja. To je razlog zašto se premazi cjevovoda ispituju na njihovu sposobnost da se odupru pucanju kada je podloga pod opterećenjem. ASTM D522 je metoda ispitivanja koja u tu svrhu koristi cilindrične trnove. Obložena ploča postavlja se na cilindrične trnove različitih promjera, dok je nepremazana strana ploče u dodiru s trnom. Zatim se ploča savija na 180˚ fiksnom brzinom i odmah pregledava ima li znakova pucanja, raslojavanja ili bilo koje druge degradacije.
Otpornost na katodno odvajanje
Kao što je ranije spomenuto, katodna zaštita se može koristiti zajedno sa sustavom premaza. U premazu se mogu pojaviti rupice ili diskontinuiteti te izložiti cijev neželjnim utjecajima iz tla. U tom slučaju primijenjena katodna zaštita može uzrokovati daljnju degradaciju premaza i koroziju. ASTM G8 pruža metodu ispitivanja za simulaciju ovakvog scenarija. Premazani uzorak namjerno je perforiran kako bi se dobio nedostatak fiksne veličine ili rupice. Zatim je uzorak izložen elektrolitu i električnim naprezanjima na sobnoj ili povišenoj temperaturi (ASTM G42). Testiranje se provodi tijekom 30 dana. Nakon izlaganja, uzorak se vizualno pregledava kako bi se utvrdilo da li su se pojavile nove rupice i nedostatci premaza na rubu početne perforacije, te da li ima znakova degradacije, poput balončića ili pucanja. Što je manje novih oštećenja, to je premaz otporniji na katodno odvajanje.
Da bi premaz bio kvalitetno rješenje za vanjsku koroziju podzemnih cjevovoda, mora pokazati izvrsne rezultate gore spomenutih ispitivanja. Premaz bi također trebao biti ekološki prihvatljiv, ekonomičan i imati jednostavan i praktičan postupak nanošenja.
Studija slučaja
Cijevi u kemijskom postrojenju
Kemijska tvrtka na Tajlandu odlučila je zaštititi vanjsku površinu podzemnog cjevovoda. Cjevovod je prethodno bio premazan polietilenskim premazom i bio je pod jakim utjeajem korozije vanjske stjenke. Podzemna voda visokog saliniteta utjecala je na cjevovod i ubrzala degradaciju i odvajanje prethodne prevlake na određenim područjima. Vlasnik cjevovoda planirao je primijeniti alternativno rješenje premazom. Kupac je proučio sve podatke o ispitivanju i odabrao Belzonu 5811 za zaštitu cjevovoda.
Prije nanošenja sustava zaštitnog premaza cjevovod je opjeskaren prema SSPC-SP 10 standardu čistoće površine. Profil hrapavosti podloge izmjeren je Testex trakom u skladu s NACE SP0287 kako bi se osiguralo 75 μm dubine hrapavosti površine. Površina je očišćena i odmašćena pomoću odgovarajućih kemikalija za čišćenje i odmašćivanje u skladu sa zahtjevima navedenim u SSPC-SP10. Izvođač je za nanošenje koristio Hasco pumpu za bez-zračno sprejanje Belzone 5811. Sustav je nanesen u dva sloja kontrastnih boja i postignuta je minimalna debljina suhog filma od 400 μm.
Stvrdnjavanje premaza bilo je u skladu s Belzoninim uputama za uporabu (IFU). Nakon što se epoksidni materijal stvrdnuo, sustav cjevovoda transportiran je do mjesta ukopa i zatrpan sitnim pijeskom uz primjenjenu katodnu zaštitu.
Cijevi i priklučci premazani sa Belzona 5811 – dvokomponentni epoksi sa 100% udjela krutih tvari
Industrije i postrojenja širom svijeta suočavaju se s izazovima povezanim s održavanjem toplinske izolacije cjevovoda, spremnika i posuda. Oštećenja i propadanje cijevovoda, ventila i priključaka rašireni su problem; nastaju uslijed korozije, erozije, toplinskih ciklusa i utjecaja kemikalija. Kako bi uštedjele troškove energije i smanjile gubitke, tvrtke prepoznaju važnost toplinske izolacije cijevi i zaštite opreme. Međutim, tu se javlja jedan problem, korozija pod izolacijom. Korozija pod izolacijom je glavni problem koji se javlja na opremi i cjevovodima koji rade u okružju s niskim, ambijentnim i visokim temperaturama.
Toplinska izolacija cjevovoda potrebna je radi smanjenja gubitka topline, za siguran rad mreže cijevovoda zimi, za snižavanje temperature vrelovoda i za zaštitu na radu. Pravilnik o zaštit na radu i standardi nalažu toplinsku izolaciju cjevovoda čija je temperatura veća od 55°C.
Bez odgovarajuće zaštite, metalne površine na ≥ 60 ° C ili <0 ° C mogu uzrokovati opekline
Štoviše, oprema koja radi u niskim temperaturama i uvjetima ispod nule može se zalediti, kondenzirati i rositi. Rezultat su skliske površine i moguće ozebline ako je temperatura površine ispod 0 °C.
Primjer korozije pod tradicionalnom izolacijom.
Na tržištu su dostupna različita rješenja poput tradicionalne izolacije, barijera ili zaštitnih premaza na vodenoj bazi. Međutim, pojedinačno ne ispunjavaju sve zahtjeve za toplinsku izolaciju cjevovoda i opreme, dok osiguravaju zaštitu od korozije i osoblja od potencijalnih ozljeda, ozeblina i opeklina.
Nadalje, klasične metoda toplinske izolacije cijevovoda za zaštitu od korozije pod izolacijom nalažu izračune na koje utječu mnogi parametri: dimenzije cjevovoda, razlika temperature, temperatura površine, opterećenja cijevi, utjecaji tlaka, utjecaji vibracije, toplinska vodljivost, moguće deformacije sredstva izolacije i dr.
Svrha toplinske izolacije cijevovoda je da se spriječi smrzavanje cjevovoda, da se osigura stalna radna temperatura cjevovoda i da se spriječi kondnzacija na izolaciji radi koje bi moglo doći do formiranja leda na cijevovodu.
VIŠEFUNKCIONALNI SUSTAV BEZ OTAPALA – BELZONA 5871
Iz tog je razloga Belzona razvila inovativan, dvokomponentni, polimerni sustav bez otapala – Belzona 5871. Ovaj višenamjenski materijal zapravo pruža i toplinsku izolaciju i zaštitu od korozije, istodobno poboljšavajući sigurnost, učinkovitost i trajnost industrijske opreme.
Belzona 5871
Belzona 5871 može se primijeniti na metalne cjevovode, kanale, vanjske dijelove spremnika / posuda i drugu industrijsku opremu. Toplotno je izolirajući i poboljšava učinkovitost istodobno sprječavajući ozljede od opeklina, kondenzaciju i smrzavanje. Za aplikaciju proizvoda prikladno je nekoliko alata: četka, patrona za injektiranje ili zagrijani bezzračni sprej. Stoga je idealan za male, složene geometrije ili brzu primjenu na velikim površinama.
Nakon nanošenja, premaz za zaštitu od korozije stvara laganu pjenu zatvorenih ćelija visoke građe. Zahvaljujući tehnologiji pjenjenja epoksida, ovaj zaštitni premaz širi se i do tri puta više od primijenjene debljine, na pr. primijenjeni 1 mm daje 3 mm očvrsnute debljine, čime se povećava količina proizvoda na površini. Belzona 5871 također ne sadrži otapala, eliminirajući potrebu za dodatnim temeljnim premazom ili završnim slojevima, smanjujući tako potreban broj slojeva u usporedbi s uobičajenim otopinama za premazivanje. Štoviše, vrijeme premazivanja je do 24 sata, bez obzira na temperaturu ili vlagu, pružajući fleksibilnost nanošenja. Brzina očvršćavanja i smanjeni broj slojeva koji su potrebni osiguravaju brz povratak u rad opreme.
POGLEDAJTE VIDEO PRIMJENE BELZONA 5871
Kako aplicirati toplinsku izolacijsku barijeru za zaštitu od korozije i sigurnost
Kako bismo testirali svojstva toplinske barijere i odredili debljinu potrebnu za smanjenje površinske temperature ispod 60 °C, uspoređivali smo dio nepokrivene čelične podloge i dio podloge zaštićene Belzonom 5871. Na primjer, Belzona 5871 nanesena u debljini od približno 2,2 mm kako bi se dobila debljina od 6,6 mm, smanjit će površinsku temperaturu sa 120 °C na ispod 60 °C. Belzona 5871 je vrhunska izolacija cijevovoda i sposobna je smanjiti prijenos topline, pružajući tako površinu sigurnu za dodir i zaštitu od opeklina. Testirali smo izolacijska svojstva Belzone 5871 koristeći Lee-ovu disk metodu koja daje nisku toplinsku vodljivost od približno 0,1 W/m.K.
Preporučena debljina primjene Belzone 5871 za smanjenje površinske temperature ispod 60 °C, kako bi se spriječile ozljede kontaktnih opeklina u skladu s ASTM C1055.
Simulirani CUI uvjeti
Simulirali smo uvjete korozije pod izolacijom pomoću grijanih cijevi. Sustav je opetovano ciklirao između 120 °C i 10 °C tijekom razdoblja od 1000 sati s izmjeničnim mokrim (s konstantnim otapanjem vode 5 litara u minuti) i sušnim razdobljima. Nakon testa, višeslojni sustav nije bubrio, nije se raslojavao ili pucao, a nije bilo ni korozije.
Slani sprej – ispitivanje svojstava zaštite od korozije
Proveli smo i test sprejanjem solju na 35 °C, u skladu s ASTM B117. Test je obavljen na jednom sloju Belzone 5871, slijedeći dva različita režima otvrdnjavanja; otvrdnjavanje na ambientalnoj temperaturi od 20 °C i otvrdnjavanje na temperaturi od 120 °C. Na oba uzorka dodana je okomita šipka od 50 mm radi poticanja korozije. Ispitni uzorci nisu pokazivali znakove propadanja zaštite ni nakon 3000 sati neprekidne izloženosti.
Kontinuirano uranjanje u vodu radi ispitivanja zaštite od korozije pod izolacijom
Izvršili smo kontinuirano ispitivanje potapanja u vodu, u skladu s ISO 2812-2, gdje je podloga s jednim slojem Belzone 5871 uronjena u deioniziranu vodu na 40 °C. Belzona 5871 nije pokazivala znakove propadanja nakon 4500 sati (otvrdnuta na temperaturi od 20 °C) i 2000 sati (otvrdnuta na temperaturi od120 °C).
Ova ispitivanja potvrđuju izvrsna svojstva otpornosti na korozijuBelzone 5871 u različitim uvjetima.
Test nakupljanja leda za osporavanje svojstava protiv zaleđivanja i kondenzacije Belzone 5871
Ispitivanjem svojstava stvaranja leda osporili smo svojstva proizvoda protiv zaleđivanja i kondenzacije. Pokus ispod nule izveden je na jednom, dva i tri sloja Belzona 5871.
Operativna temperatura cjevovoda -8°C
Dobivena temperatura zaštite
Primjedbe
1 sloj Belzona 5871
Temperatura površine 2°C
Kondenzacija ali bez smrzavanja površine
2 sloja Belzona 5871
Temperatura površine 7°C
Smanjena kondenzacija bez smrzavanja površine
3 sloja Belzona 5871
Temperatura površine 15°C
Bez kondenzacije površine i bez smrzavanja površine
Test je potvrdio da Belzona 5871 sprječava nakupljanje leda i kondenzaciju čak i na temperaturama ispod nule, što kao rezultat sprječava koroziju pod izolacijom.
Zaključno, Belzona 5871 je inovativno rješenje koje pruža toplinsku izolaciju cijevovoda i opreme za povećanje učinkovitosti i trajnosti. Uz to, zaštita od korozije produžuje vijek trajanja cjevovoda i opreme, smanjujući buduće troškove zamjene. Belzona 5871 također je rješenje zaštite na radu, smanjujući površinske temperature na 60 ° C kako bi se spriječile ozljede od opeklina.
Ovo je transkript web-seminara „Solve it session“ u Belzoni održanog 1. ožujka 2018. godine. Snimljeni webinar možete pogledati ovdje:
KOJI SU PROBLEMI?
Prije svega, pogledajmo probleme koje metalne površine mogu imati. Vanjske i unutarnje erozivne sile i korozivne tvari mogu dovesti do piting korozije i stanjenja stjenke. Ako se ovi problemi ne riješe dovoljno brzo, doći će do proboja. Navedene probleme uglavnom vidimo na cjevovodima, ali pojavljuju se i na spremnicima i procesnim posudama. Sličan problem su i oštećenja radi korozije pod izolacijom (CUI) spremnika ili cjevovoda.
Stanjenje stjenkeProboj stjenkeKorozija pod izolacijom
Neke metode popravka koje znate su rezanje i zavarivanje cjevovoda. Osim svih tipičnih metalurških problema povezanih s zavarivanjem, tu je i naravno zastoj, a znamo i da zavarivanje zahtijeva visoku razinu stručnosti.
Kada se koriste alternative zavarivanju, postavlja se pitanje dugovječnosti. Čak i kada prihvatimo popravak kao “privremeni”, želimo da traje barem koliko je i vijek trajanja cjevovoda te da ne zahtijeva konstantno održavanje.
Zavarivanje: problemi metalurgijeZavarivanje: zastoj i trošakPrivremena rješenja
RJEŠENJE?
Kompozitni popravci mogu pružiti održivo rješenje najčešćim problemima u održavanju. Belzona proizvodi i isporučuje kompozitni sustav popravaka nazvan Belzona SuperWrap II. To je kombinacija kompozita i armaturne trake posebno dizajnirana kako bi osigurala strukturalno ojačanje oslabljenim cjevovodima.
Pokazuje izvrsno mehaničko prianjanje na metalne podloge
Ima nisku sklonost posmaku
Ne mjenja volumen se pri otvrdnjavanju
Izuzetno je dugotrajno rješenje jer ne korodira i debljinom pridonosi strukturnom ojačanju.
Armaturna traka je hibrid ugljičnih i staklenih vlakana. Kombinacija ova dva materijala, omogućuje visoku vlačnom čvrstoćom i manju krutost, dva važna svojstva za bilo koji sustav kompozitnih popravaka.
BELZONA SUPERWRAP II KOMPOZITI
U kombinaciji s armaturnom trakom mogu se koristiti tri različite vrste kompozita. Odabir kompozita ovisi o radnim i atmosferskim uvjetima u kojima se vrši popravak.
BELZONA 1981
Belzona 1981 je brzo stvrdnjavajući kompozit koja je dizajnirana prvenstveno za hladna okruženja. Belzona 1981 je namijenjena za primjenu unutar 5 ° C – 20 ° C. Belzona 1981 može se koristiti za radne temperature do 60 ° C.
BELZONA 1982
Belzona 1982 je kompozit dizajniran za primjenu u toplijim uvjetima. On je kemijski poboljšan, tako da se produžuje vrijeme aplikacije. Stoga ga je lakše nanositi u toplim uvjetima poput onih na Bliskom istoku i Brazilu. Njegova temperatura primjene je između 20 ° C i 40 ° C i može se primijeniti na površinama kojima je temperatura do 80 ° C.
BELZONA 1983
Belzona 1983 je nedavni dodatak. To je kompozit koji je dizajniran za radne temperature do 150 ° C. Nanosi se između 5 ° C – 40 ° C.
BELZONA 1984
Belzona 1984 je najnoviji dodatak, dvokomponentna smola tolerantna na mokre površine, a i pod vodom, za radne temperature do 50 °C te pogodna za minimalnu temperaturu aplikacije od 5 °C.
Postoje dvije tehnike popravka Belzona SuperWrap II tehnologijom: omatanje i zakrpa. Omatanje oko cijelog promjera obično se koriste na cjevovodnim ako promjer iz praktičnih razloga dopušta primjenu. Ako je promjer cijevi toliko velik da omatanje cijelog promjera nije praktično, može se koristiti tehnika zakrpe.
Fotografije ispod prikazuju mogućnost primjene Belzona SuperWrap II tehnološkog rješenja. Kao što možete vidjeti Belzona SuperWrap II nije primjenjiva samo na ravnim površinama, već i na t-komadima, pa čak i iznimno velikim spremnicima!
Spojni dijeloviRizeriKrajevi cijevovodaSpremnici
APLIKACIJA NA MEHANIČKI/RUČNO PRIPREMLJENE POVRŠINE
Prije se Belzona SuperWrap II mogla nanositi samo na pjeskarene površine, no sada se dopušta aplicirati i na mehanički/ručno pripremljene površine i to u skladu sa ISO / ASME standardima.
Iako metoda mehaničke/ručne pripreme nije toliko kvalitetna kao što je pripreme površine pjeskarenjem, poznato je da je ručno hrapavljenje ili hrapavljenje električnim alatom često praktičnije, posebno kada je pristupačnost površini ograničen.
Ponekad su klijenti tražili rješenje popravka cijevi u skladu sa ISO / ASME normom, ali bez mogućnosti pjeskarenja. Klijenti su postavljali pitanje “koje su nam opcije u tom slučaju?”. To nas je navelo na razmišljanje … što možemo učiniti kako bismo osigurali kvalitetu popravka klijentu koji zahtijeva popravak sukladan standardima, bez pjeskarenja? Odlučili smo unaprijediti naš sustav Belzona SuperWrap II bude usklađen sa normom i kada se nanosi na ručno pripremljene površine…. bez potrebe za pjeskarenjem!
Provedena su opsežna testiranja kako bi se omogućilo da Belzona SuperWrap II bude u skladu sa aplikacijom na pjeskarenim površinama pa je ista ispitivanja trebalo ponoviti na istoj podlozi, istoj pripremi površine, istim materijalom, istim načinom nanošenja prije nego se sustav može klasificirati kao sukladan sa ISO / ASME normom za ručno pripremljene površine.
Promjena pripreme površine znači da se svi kvalifikacijski testovi moraju ponovno izraditi. Sljedeća faza bila je odabir standarda kojeg bi se pridržavali kako bi postigli jednoličnu i konzistentnu pripremu površine.
U standardima su postojale sličnosti, ISO 8501-1 ST2 je vrlo niska razina pripreme i daje niske indikativne rezultate, budući da ne smanjuje profil hrapavosti. ISO 8501-1 ST3, upotreba električnog alata bio je bolji, ali još uvijek ne ostvaruje profil hrapavosti s potrebnom čistoćom površine. Na kraju smo istražili SSPC SP-11 standard koji određuje uvjete za odgovarajuću čistoću površine i minimalni profil hrapavosti od 25 mikrona.
Rupičasti metalNovi metal
Ispitivanje sukladnosti na ručno pripremljenim površinama provedena su na dvije od naših Belzona SuperWrap II kompozita, Belzona 1981 i Belzona 1982.
Nismo proveli ispitivanje upotrebom kompozita Belzona 1983 jer se koristi za primjenu na višim temperaturama / više rizičnim aplikacijama pa zato za Belzona 1983 preporučujemo samo pripremu abrazivnim pjeskarenjem.
Završili smo testiranje sukladnosti, no želimo pružiti dodatne dokaze o dugotrajnoj izvedbi sustava Belzona Super Wrap II, stoga smo proveli test E-1000 – 1000 sati. Kada se ovo testiranje završi, uvjereni smo da će rezultati pružiti daljnje dokaze o izdržljivosti sustava Belzona Super Wrap II tijekom dužih vremenskih perioda.
OBUKA I PRIMJERI
Ekstenzivno testiranje nije jedini način na koji osiguravamo kvalitetno rješenje. Također vodimo tečajeve za podizanje i održavanje globalnih standarda primjene u našim centrima za obuku u Miamiju, Harrogateu i Chonburiju.
Možemo trenirati instalatere, nadzornike, dizajnere i trenere. Nakon postizanja razine trenera, ta osoba može pokrenuti tečajeve za instalatere i nadzornike na lokalnoj razini. Također vodimo evidenciju svih ljudi koji su primili obuku Belzona SuperWrap II. Većina zemalja sada ima certificirane instalatere i nadzornike. Tu su i mnogi dizajneri koji mogu proizvesti Belzona SuperWrap II dizajn u skladu s ISO ili ASME standardima. Tu je i nekolicina trenera koji su u mogućnosti izvršiti trening Belzona SuperWrap II na lokalnoj razini.
BELZONA KNOW-HOW REFERENCE
Belzona posjeduje veliku bazu podataka o referencama i to na javno dostupnoj web stranici: khia.belzona.com
Vrlo je jednostavna za korištenje. Jednostavno odete na web-lokaciju i tražite prema ključnim riječima. Te ključne riječi mogu se odnositi na određeni problem, industriju, aplikaciju ili proizvod.
Nedavno je neovisna tvrtka Industolutions, provela je istraživanje o tvrtkama koje imaju najviše B2B referenci i utvrdila da je Belzona na četvrtom mjestu na globalnoj razini u objavi uspješnih referenci.
khia.belzona.com
PRIMJER 1
Pogledajmo nekoliko primjera Belzona SuperWrap II za sanaciju i zaštitu cjevovoda. Prvi primjer je u Sjevernom moru. Cjevovod odvoda heliodroma naftne platforme. 3 omota ukupne debljine 6 mm nanesena su tijekom 2 perioda od 14 dana. Problem oštećenja cijevi i stanjenja stjenke saniran je sa Belzona SuperWrap II. Ovo je bila opsežna aplikacija s potrošenih 320 L kompozita, 500 metara armaturne trake i 55 kg Belzone 1111 koja se koristila za popunjavanje depresija prije aplikacije kompozitnog omatanja cjevovoda.
Prethodni primjer prikazao je offshore aplikaciju, a sada pogledajmo neke aplikacije na kopnu. Spremnik od ugljičnog čelika u Španjolskoj. Cijev pod izolacijom je korodirala. U ovom je slučaju, Belzona SuperWrap II se koristi kao kao zakrpa. Opće pravilo je da sve dok Belzona SuperWrap II otvrdnjava, popravak se može nadograđivati bez dodatne pripreme. Budući da je ovo bio spremnik promjera 6 m, korištena je folija za učvršćivanje zakrpe.
U posljednjem primjeru prikazuje se nešto malo drugačije. U sustavu hlađenja nuklearne elektrane, cijev koja strši iz betonskog zida bila jako je korodirala. Rezanje i zavarivanje ili bilo kakva sanacija izvana nije bila izvediva jer se korozija nastavila širiti van betonskog zida.
Dakle, kako sanirati kad se ne može popraviti izvana? Saniramo iznutra. Za ovaj je popravak mora se proizvesti i ugraditi kompozitni rukavac od Belzona SuperWrap II. Rukavacse ugrađuje sa Belzona 1161 i premezuje sa Belzonom 1321.
Pogledajmo kako ovo izvesti. Za izradu rukavca od Belzona SuperWrap II koristimo plastični odljevak. Plastični odljevak obloži se kompozitom te se nakon otvrdnjavanja kompozita. Kompozitni umetak se obrusi kako bi bio spreman za umetanje. Kao što možete vidjeti, izrađena je potpuno novi prirubnica. Sjajna i jedinstvena aplikacija!
Dakle, ovo su samo neki primjeri s terena, više dostupnih imate na khia.belzona.com. Pogledajmo ispitivanje sustava Belzona SuperWrap II koji pridonosi izvedbi tih uspješnih aplikacija. Iako je sustav Belzona SuperWrap II uspješno prošao ISO / ASME ispitivanje sukladnosti, također smo proveli i dodatna ispitivanja za generiranje dodatnih podataka o performansama sustava u ekstremnim uvjetima.
ISPITIVANJE OTPORNOSTI NA VRUĆE ULJE
Ovaj test je proveden kako bi se dokazala otpornost Belzona SuperWrap II sustava na povišene temperature sa vrućim uljem kao medijem.
Za maksimalan tlak od 10 bara projektirali smo 4 tlačne špule. Zatim smo ih pod tlakom omotali u skladu s kreiranim dizajnom, prije nego što smo ih testirali u ulju temperature u prosjeku od 143 °C.
Iako je namotaj dizajniran samo da izdrži maksimalni tlak od 10 bara, prosječan tlak proboja 4 namotaja iznosio je 44 bara, što je 4 puta više nego za što je sustav dizajniran!
Još jedan primjer dodatnog ispitivanja koje smo nedavno izvršili je ispitivanje otpornosti sustava Belzona SuperWrap IIna termalni šok. Zagrijavali smo sustav SWII do 100 °C prije nego što smo uzorke uronili u kupelj s otapalom do temperature od -60 ° C. Test je ponovljen pet puta, istovremeno provjeravajući da li su nastale pukotine. Zadovoljstvo nam je objaviti da testiranje termelnog šoka nije imalo negativan utjecaj na sustav Belzona Super Wrap II.
BELZONA SUPERWRAP II I KONVENCIONALNO EPOKSI OMATANJE
Čak i nakon što smo pružili dokaze o testiranju koje smo proveli s Belzonom Super Wrap II, i dalje nas pitaju; zašto koristiti Belzona SuperWrap II popravak umjesto standardnog kompozitnog omatanja koji se godinama koristio na terenu u slučaju kad nije potrebna usklađenost popravka sa ISO / ASME standardima?
Video ispod prikazuje razlog zašto. Ovdje možete vidjeti ispitivanje konvencionalnog kompozitnog omatanja cijevi usporedno sa Belzona SuperWrap II omatanjem. Možete vidjeti povećavanje tlaka na oba kompozitna omota, ali gledajte nakojem tlaku konvencionalni omot prsne, a sustav Belzona Super Wrap II ne.
Iz ispitivanja je vidljivo i da konvencionalni omot prsne kohezivno, zajedno s projektilom koji odleti što je jako opasno, a sustav Belzona Super Wrap II prsne adhezivno duž linije, omogućujući polagano smanjivanje tlaka u sustavu.
BELZONA SUPERWRAP II ISPITIVANJE TLAKA
Belzona SuperWrap II pruža alternativnu, ekonomičnu i dugotrajnu opciju u usporedbi s konvencionalnim alternativama. Sustav Belzona SuperWrap II ima mnoge prednosti primjene, osiguravajući jednostavnu i sigurnu aplikaciju, kao i mnoge prednosti u funkcionalnosti, primjerice izvrsna mehanička svojstva i kemijska otpornost.
2016. je obilježila niz važnih prekretnica za obnovljive izvore energije u odnosu na konvencionalna fosilna goriva. Svakako je jedan od najznačajnijih bio globalno ulaganje u novu infrastrukturu obnovljivih izvora energije koja je nadmašivala potrošenu na novu fosilnu infrastrukturu. Ova financijska potpora pojačava kako se poboljšala konkurentnost cijena obnovljivih tehnologija, što ih čini znatno pristupačnijim i dostupnijim.
ODRŽAVANJE U INDUSTRIJI OBNOVLJIVIH IZVORA ENERGIJE
OSIGURAVANJE POVRATA ULAGANJA
Osiguranje kontinuiranog povrata ulaganja od presudne je važnosti. Posebice, budući da financiranje i potpora projektima obnovljivih izvora energije nadilaze prednost tradicionalnim energetskim izvorima. To se može postići učinkovitim održavanjem obnovljivih dobara i upravljanjem problemima koji na njih utječu.
Bilo da kroz uranjanje u korozivnu morsku vodu, kontakt s visokim geotermalnim temperaturama ili agresivnom abrazijom koju nameću sile vjetrova, metode iskorištavanja “zelenije” energije nisu bez komplikacija. Po svojoj naravi, hvatanje obnovljivih izvora energije uključuje izlaganje elementima. Neki od njih mogu uništiti strojeve, opremu i strukture koje se koriste u cijeloj industriji.
Širenje sektora obnovljivih izvora energije zasigurno je pozitivno za planet, no održavanje ove “zelene imovine” predstavlja problem s kojim se suočavaju mnoge energetske tvrtke.
Po svojoj naravi, hvatanje obnovljivih izvora energije uključuje izlaganje elementima
RJEŠENJA POLIMERIČKIH ODRŽAVANJA
Vlasnici i operateri zahtijevaju troškovno učinkovno rješenja koja se mogu brzo i jednostavno provesti, ali i osiguravaju dugoročne rezultate. Polimerna rješenja dokazano udovoljavaju tim zahtjevima, dok se bore protiv korozije, erozije i kemijskih napada. Stoga su oni idealni izbor za razne probleme održavanja u većini tržišta električne energije.
Prijelaz na popravak i zaštitu obnovljivih dobara bio je osobito uspješan. Zapravo, najveći napredak postignut je u industriji vjetroelektrana, gdje su polimerni materijali mogli riješiti probleme održavanja od podnožja turbine do samog vrha noževa.
OBNOVLJIVA ENERGIJA – VJETROELEKTRANA
INVESTIRANJE U VJETROELEKTRANE
Od ogromnih investicija u novu obnovljivu infrastrukturu koje su se pojavile u proteklih 24 mjeseci, najveći dio investicija je odlazio u offshore vjetroelektrane.
Potrošnja kapitalnih izdataka za ovaj oblik zelene energije dosegla je rekordnih 30 milijardi dolara u 2016. godini.
U europskim vodama u izgradnji su projekti na moru koji su jednaki kapacitetu od 27GW.
To značajno doprinosi globalnom vjetru kapaciteta 433GW prijavljenom u 2015.
Unatoč tome što je jedan od vodećih oblika obnovljivih izvora energije, izgradnja vjetroturbina i okruženja u kojima djeluju predstavljaju različite probleme iz perspektive održavanja.
Polimerna rješenja mogu se primijeniti na različita područja na vjetrenim turbinama
PROBLEMATIKA
Prepoznato je da su najveći problem u industriji vjetroelektrana oštećenja vodećeg ruba. Vrhovi oštrice mogu se okretati i do 300 km / h u izrazito promjenjivim temperaturama, razinama vlažnosti i brzinama izloženosti UV zračenju. Zajedno s oštećenjima od različitih udaraca i čimbenika abrazije, uključujući kišu, prašinu, led, insekte, ptice i munje, to može uzrokovati znatnu eroziju podloge.
Dokazi ukazuju na to da oštećenje vodećeg ruba može smanjiti AEP (godišnju energetsku proizvodnju) vjetroagregata, pri čemu se gubici energije procjenjuju između 4% i 20%, ako je oštećenje erozije značajno. Ovo smanjenje aerodinamičke učinkovitosti ne utječe samo na energiju već također uzrokuje i oštećenja ostalih komponenti turbine. Neravnoteža između noževa može uzrokovati trošenje i oštećenje vratila i mjenjača, uz dodatno opterećenje tornja i podnožja. Sveukupno, ovo smanjuje operativni životni vijek tornja.
Održavanje lopatica turbine
POPRAVAK I ZAŠTITA LOPATICA
Studije pokazuju da novi set lopatica može koštati ekvivalent od 20-25% izvorne cijene vjetroagregata, dok će manje popravka lopatica koštati samo 10% zamjenskE lopaticE. Među rješenjima za manje popravke lopatica su punila, veziva i trake. Ipak, niti jedan od njih neće pružiti opsežan, dugoročan popravku i zaštitu. U ovim scenarijima, popravak oštećene podloge može se bolje postići s Belzona rekonstruktivnim kompozitnim materijalima i zaštitnim premazima.
Erodirane lopatice mogu se obnoviti na izvornu specifikaciju te premazati sustaviom otpornosti na eroziju i koroziju koji istodobno nudi visoku razinu trajnosti i fleksibilnosti u odnosu na prijetnje od abrazije i udaraca. Umjesto jednostavne reaktivne opcije, ova se rješenja mogu primijeniti proaktivno u OEM stadiju. Ovo štiti najugroženija područja prije puštanja u pogon.
Taj je pristup preuzela japanska, vodeća inženjerska tvrtka u industriji, koja je tijekom proizvodnje specificirala zaštitni polimerni premaz za vodeće rubove lopatica turbine. Tijekom procijenjenih 10 godina od njihove izvorne ugradnje na mjestima diljem SAD-a, ove lopatice su se izdržale učinke erozije izvan očekivanog životnog vijeka.
Obnova i zaštita vodećeg ruba od oštećenja erozije
KOMPLETNO ODRŽAVANJE TURBINE
Neki od preostalih važnih problema koja se odnose na ove strukture uključuju komponente u tornju. Specifično, zaštita kočnih bubnjeva, brtvenih kabela, kao i popravak istrošenih i oštećenih vratila, može se lako izvesti polimernim rješenjima. U međuvremenu, cjelovitost tornja, kule i platforme može se sve zaštititi pomoću nepropusnih, vremensko otpornih i vodootpornih zaštitnih premaza.
Osim toga, neophodno je osigurati stabilne temelje tih struktura. Trendovi pokazuju da su lopatice sve veće i veće, budući da su promjeri rotora u posljednjih dvadesetak godina stalno u porastu u skladu s zahtjevima za sve većim kapacitetima. Specifično, procjena povećanja promjera za offshore lopatice iznosi 190 m do 2030 g., gotovo dvostruko veći od lopatica današnjice, zahtijevajući čvršće temelje koji će održavati turbinu uspravno. Stoga se bilo kakvi nedostaci na betonskoj podlozi moraju brzo otkloniti uporabom kompozita za brze popravake betonskih površina.
Elektroliza koja uzrokuje štetu
Belzona 1111 se koristi za popravak podešavanja na osovini
Kalup na mjestu oko osovine tijekom stvrdnjavanja
Dovršeno popravljanje osovine pomoću Belzona 1111
OSTALI IZVORI OBNOVLJIVE ENERGIJE
UTJECAJ NA GEOTERMALNU, HYDRO I PLIMNU ENERGIJU
Iako postoje brojna rješenja za održavanje vjetroagregata, to ne znači da su ostale obnovljive energije zanemarene. Zapravo, polimerni materijali za popravak i zaštitu pokazali su se prikladnima za rješavanje mehanizama oštećenja koji utječu na geotermalnu, hidro i plimnu energiju.
Na primjer, karakteristike geotermalne tekućine mogu značajno varirati, uključujući temperaturu, kemiju i ne-kondenzirani sadržaj plina (NCG). Svi ovi mogu imati iznimno korozivno djelovanje na komponente elektrana kao što su cijevi, kućišta turbina, izmjenjivači topline i spremnici, strojevi i opreme, u kojima ima iskustva u zaštiti polimernm tehnologijama.
Prema objavljenim statistikama o stanju geotermalne tehnologije, upotreba materijala otpornih na koroziju, kao što su zaštitni premazi, možgu se smanjiti troškovi proizvodnje za procjenjenih 0,25 centi(USD) po kWh 6. Kada se to ekstrapolira na globalnu proizvodnju električne energije geotermalnih resursa u 2015. godini (71 TWh ), ušteda kroz smanjenje korozije može premašiti više od 100 milijuna USD, a također pomaže u poboljšanju učinkovitosti pogoršane opreme.
Štoviše, popravak i zaštita lopatica turbina nije izolirana u industriji vjetroelektrana. Na razini mora, voda je 784 puta gušća od zraka, tako da plimni turbinski rotori mogu biti mnogo manji, ali još uvijek stvaraju ekvivalentne količine električne energije. Kavitacija, problem koji se očituje zbog razlike u tlaku u tekućini, istaknuta je u ovoj situaciji i može ugroziti cjelovitost lopatica, poput erozije na vjetroagregatima. Koristeći rješenje otporno na kavitaciju i eroziju, životni vijek plimnih turbina može se produžiti, čime se štiti od pogoršanja koji nastaje zbog turbulentnog protoka.
POLIMERINI MATERIJALI POKREĆU ZELENE NAMJENE
Uz brzo rastuću prisutnost obnovljivih izvora energije u zemljama poput Brazila i Kenije, jasno je da svjetska gospodarstva u nastajanju pokazuju sličan interes za transformaciju globalnog energetskog izvora s niskom razinom ugljika. Zapravo, oni se podudaraju s mnogim svojim bolje opremljenim kolegama. Ovo naglašava da val potpore zelene energije uistinu raste i privlači svjetsku pozornost. Kako se ovaj sektor širi, tako će se povećavati i veličina ulaganja; međutim, bitno je da se ova imovina održava i ostaje operativna, pružajući učinkovit povrat ulaganja.
Polimerni popravci i rješenja zaštite već su dokazali uspjeh u energetskoj industriji i do danas su na tržištu obnovljivih izvora učinili značajne dojmove. Opsežna ispitivanja i dugoročna angažiranost s vodećih tvrtki u industriji, svakako pokazuju da ti sustavi mogu učinkovito upravljati pitanjima poput erozije, korozije i abrazije.
Bez sumnje, obnovljive energije predstavljaju budući krajobraz energetskih resursa. Krajolik koji se može učinkovito održavati kroz razvoj sustava popravaka i zaštite za globalnu obnovljivu imovinu.
ZAGRLJAJ HLADNOĆE: HLADNO VEZIVANJE VS ZAVARIVANJE
Oštećenja industrijske opreme su uobičajena i troškovi popravaka mogu biti masivni, ovisno o veličini opreme. Da bi se obnovila sposobnost opreme, nakon oštećenja koja ugrožavaju strukturalni integritet metalnog elementa, tradicionalno su privilegirani određeni načini popravka. Ipak, napredak u tehnologiji promijenio je način na koji se mogu vratiti izvorni uvjeti rada, a istodobno se pridržavajući važećih zdravstvenih i sigurnosnih standarda. Kroz ovaj post raspravljamo o prednostima hladnog lijepljenja u odnosu na tradicionalnu vruću radnu opcijuzavarivanja.
Nova era tehnike popravaka
Među popravcima strukture metalne opreme, zavarivanje je priznata metoda popravljanja vrućeg rada koja se prakticira širom svijeta. Unatoč tome što je to znanje dugo postojalo, vlasnici imovine nedavno su tražili brže i sigurnije metode dobivanja učinkovitog popravka. Vrući rad potreban za zavarivanje, brušenje i rezanje sve prisutne potencijalne opasnosti ako se provodi u potencijalno eksplozivnim i zapaljivim okolinama. Kako bi se smanjio rizik, tehnike hladnog lijepljenja koje uključuju materijale koji se primjenjuju i stvrdnjavaju na sobnoj temperaturi mogu ponuditi alternativno rješenje za popravke i nove gradnje na metalnim površinama.
Očigledan defekt proboja
Stresovi vrućeg rada
Razlog zbog kojeg vlasnici traže alternativu je zbog toga što ti zavareni popravci često uzrokuju probleme kasnije u životnom vijeku opreme, kao rezultat procesa i ograničenja zavarivanja. Najčešći problemi povezani s ovim oblikom vrućeg rada uključuju:
Promjena mikrostrukture supstrata zbog primjene topline
Šupljine iza zavarenih zakrpa i zagrada
Bi-metalna korozija
Postojeći premazi / obloge osjetljive na toplinu
Procjena rizika potrebnih prije izvođenja bilo kakvog vrućeg rada čini zavarivanje vrlo dugotrajnim procesom pa stoga sigurnije i vremenske uštede alternativnih opcija postaju popularne među stručnjacima iz industrije. U scenarijuzapaljivih i eksplozivnih sredina, proces zavarivanja je ograničen, jer iskre i vrući metal mogu letjeti u svim smjerovima i mogu padati, stvarajući opasne situacije.
U osnovi, sam zavar može uzrokovati izobličenje podloge zbog topline. Češće poznat kao TZZ (toplinski zahvaćene zone), intenzivan proces zagrijavanja i naknadnog hlađenja podloge može stvoriti slabosti u metalu i ograničiti strukturni integritet na točki zavarivanja. U nekim se primjenama metal mora podvrgnuti oslobađanju stresa kako bi se osiguralo da se rizik naknadnih promjena metala minimizira. Ovisno o tehnici grijanja i uključenim metalima, naprezanja vrućeg rada mogu utjecati i na mala i velika područja, što slabi opreme kasnije tijekom njegovog vijeka trajanja.
Štoviše, veliki broj zavarenih zakrpa i zagrada ima šupljine. Ti praznini jednostavno predstavljaju područja izloženih metalnih radova, što može dovesti do početka komplikacija korozije; koja se u početku pojavljuje kao pitting, ali potencijalno dovodi do oštećenja kroz zid. Sveukupno, zavar stvara ograničeni kontakt s metalnim radom, što uzrokuje naprezanja postavljena na zavarivanje / popravak da se usredotoče na ograničeno područje. Time se povećava vjerojatnost pucanja naprezanja zbog neujednačene ekspanzije i kontrakcije podloge.
Kako bi se izbjegli ovi problemi, hladno vezivanje pomoću polimerne paste ili materijala tipa tekućine postaje sve uobičajenije. Značajno, ova tehnika učinkovito uklanja vrući rad i povezane opasnosti. Kada uzmete u obzir propise o zdravlju i sigurnosti koji su trenutno na snazi, gdje je sigurnost od najveće važnosti, smanjenje opasnih radnih procesa uvijek će biti dobro. Ne samo to, već je metoda popravka relativno jednostavna.
Jednostavne tehnike hladno vezivanja
Istraživanje hladnog lijepljenja
Hladna veza može se izvesti sa pastoznim ili tekućim materijalima na osnovi polimera koji pokazuju visoku adheziju i svojstva tlačne čvrstoće. Postupak lijepljenja stupnja paste uključuje pripremu površine kako bi se dobio grubi profil. Obje suprotne površine komponente i izvornog podloge su “navlažene” s odabranim proizvodom, a veći sloj je izgrađen do vrha u sredini komponente. Kada se pritisne na mjesto, to će uzrokovati da se proizvod silazi prema van, uzimajući zajedno sa zrakom zarobljen ispod.
Korištenje tekućeg materijala slijedi vrlo sličnu metodologiju. Branu se može stvoriti pomoću brtvila i materijal za tekućinu se ubrizgava, bilo ručno ili mehanički, u prazninu. Ova metoda je osobito korisna kada je potrebno pokriti veliko područje. Više ulaznih priključaka mogu se istodobno koristiti kako bi se osigurala velika pokrivenost površine i na površini složene geometrije (kao što su oštećenja uslijed pittinga). Potrebna su najmanje dva ulaza, jedan za prolazak proizvoda, a drugi za izbacivanje zraka.
Use of a fluid grade follows very similar methodology. A dam can be created using a sealant and the fluid grade material is injected, either by hand or mechanical means, into the void. This method is especially useful when it is necessary to cover a large area. Multiple entry ports can be used simultaneously to provide a wide coverage of the surface, whilst also taking up complex geometries on the surface (such as damage due to pitting). A minimum of two ports are required, one for the product to flow through and the other for air to escape.
Značajnije, u usporedbi s zavarivanjem, hladno povezivanje nudi sloj zaštite između podloge i popravka materijala. Odvajanje metala u ovom slučaju uklanja potencijal za bi-metalnu koroziju zbog materijala koji je otporan na koroziju. Pokrivenost zaštićene površine će u tim slučajevima biti 100%, osiguravajući da nema praznina. Ovaj kontakt osigurava da nema mjesta za koroziju, a istodobno se širi bilo kakvo opterećenje na cijeloj površini. S druge strane, to olakšava visoku adheziju koja, kada je povezana s velikom čvrstoćom pritiska, znači da se popravci često smatraju jednakima popravljanju temeljenom na toplini s obzirom na vijeka trajanja i čvrstoću.
Pronalaženje ravnoteže između vruće i hladne
Tehnike koje uključuju vrući rad, poput zavarivanja, sveprisutne su i uvijek će igrati ulogu u održavanju svjetskog industrijskog sektora. Međutim, zahtjevi za održavanje i zavarivanje građevina koji bi povijesno uključivali vrući rad mogu se dovršiti upotrebom polimernih hlapljivih kompozita, nanesenih i obrađenih na sobnoj temperaturi. Kao što je pokazano laboratorijsko testiranje i iskustvo na terenu, polimerni hlapljivi spojevi mogu se nanositi za popravak metalne opreme, kao i za nove gradnje. Značajno, obje metode imaju svoje prednosti, no ove nove tehnike i metode definitivno nude klijentima mnogo veći izbor u smislu izvođenja popravaka.
Situacija: Koljeno cijevi za transport šljunka podnosi jake udarce i abraziju. Konvencionalna metoda navarivanja oštećenih zona oduzima mnogo vremena i kratkog je radnog vijeka, ali Belzona 1812 Ceramic Carbide i Belzona 2111 D&A Fluid Elasomer pružaju dvije snažne karakterisike: čvrstu površinu otpornu na udarce (Belzona 1812) i gumenu površinu koja odbija veće granulacije (Belzona 2111). Pregledom kolljena nakon 600 radnih sati došlo je do zaključka kako je ovo vrlo otporna i dugoročna zaštita koljena uz veliku uštedu.