Ovo je transkript web-seminara „Solve it session“ u Belzoni održanog 1. ožujka 2018. godine. Snimljeni webinar možete pogledati ovdje:
KOJI SU PROBLEMI?
Prije svega, pogledajmo probleme koje metalne površine mogu imati. Vanjske i unutarnje erozivne sile i korozivne tvari mogu dovesti do piting korozije i stanjenja stjenke. Ako se ovi problemi ne riješe dovoljno brzo, doći će do proboja. Navedene probleme uglavnom vidimo na cjevovodima, ali pojavljuju se i na spremnicima i procesnim posudama. Sličan problem su i oštećenja radi korozije pod izolacijom (CUI) spremnika ili cjevovoda.



Neke metode popravka koje znate su rezanje i zavarivanje cjevovoda. Osim svih tipičnih metalurških problema povezanih s zavarivanjem, tu je i naravno zastoj, a znamo i da zavarivanje zahtijeva visoku razinu stručnosti.
Kada se koriste alternative zavarivanju, postavlja se pitanje dugovječnosti. Čak i kada prihvatimo popravak kao “privremeni”, želimo da traje barem koliko je i vijek trajanja cjevovoda te da ne zahtijeva konstantno održavanje.



RJEŠENJE?
Kompozitni popravci mogu pružiti održivo rješenje najčešćim problemima u održavanju. Belzona proizvodi i isporučuje kompozitni sustav popravaka nazvan Belzona SuperWrap II. To je kombinacija kompozita i armaturne trake posebno dizajnirana kako bi osigurala strukturalno ojačanje oslabljenim cjevovodima.

Kompozit koji se koristi u sustavu Belzona SuperWrap II je epoksid sa 100% krute tvari. Iz tog razloga, Belzona SuperWrap II:
- Pokazuje izvrsno mehaničko prianjanje na metalne podloge
- Ima nisku sklonost posmaku
- Ne mjenja volumen se pri otvrdnjavanju
- Izuzetno je dugotrajno rješenje jer ne korodira i debljinom pridonosi strukturnom ojačanju.
Armaturna traka je hibrid ugljičnih i staklenih vlakana. Kombinacija ova dva materijala, omogućuje visoku vlačnom čvrstoćom i manju krutost, dva važna svojstva za bilo koji sustav kompozitnih popravaka.
BELZONA SUPERWRAP II KOMPOZITI
U kombinaciji s armaturnom trakom mogu se koristiti tri različite vrste kompozita. Odabir kompozita ovisi o radnim i atmosferskim uvjetima u kojima se vrši popravak.
BELZONA 1981
BELZONA 1982
BELZONA 1983
BELZONA 1984
Postoje dvije tehnike popravka Belzona SuperWrap II tehnologijom: omatanje i zakrpa. Omatanje oko cijelog promjera obično se koriste na cjevovodnim ako promjer iz praktičnih razloga dopušta primjenu. Ako je promjer cijevi toliko velik da omatanje cijelog promjera nije praktično, može se koristiti tehnika zakrpe.
Fotografije ispod prikazuju mogućnost primjene Belzona SuperWrap II tehnološkog rješenja. Kao što možete vidjeti Belzona SuperWrap II nije primjenjiva samo na ravnim površinama, već i na t-komadima, pa čak i iznimno velikim spremnicima!




APLIKACIJA NA MEHANIČKI/RUČNO PRIPREMLJENE POVRŠINE
Prije se Belzona SuperWrap II mogla nanositi samo na pjeskarene površine, no sada se dopušta aplicirati i na mehanički/ručno pripremljene površine i to u skladu sa ISO / ASME standardima.
Iako metoda mehaničke/ručne pripreme nije toliko kvalitetna kao što je pripreme površine pjeskarenjem, poznato je da je ručno hrapavljenje ili hrapavljenje električnim alatom često praktičnije, posebno kada je pristupačnost površini ograničen.
Ponekad su klijenti tražili rješenje popravka cijevi u skladu sa ISO / ASME normom, ali bez mogućnosti pjeskarenja. Klijenti su postavljali pitanje “koje su nam opcije u tom slučaju?”. To nas je navelo na razmišljanje … što možemo učiniti kako bismo osigurali kvalitetu popravka klijentu koji zahtijeva popravak sukladan standardima, bez pjeskarenja? Odlučili smo unaprijediti naš sustav Belzona SuperWrap II bude usklađen sa normom i kada se nanosi na ručno pripremljene površine…. bez potrebe za pjeskarenjem!
Provedena su opsežna testiranja kako bi se omogućilo da Belzona SuperWrap II bude u skladu sa aplikacijom na pjeskarenim površinama pa je ista ispitivanja trebalo ponoviti na istoj podlozi, istoj pripremi površine, istim materijalom, istim načinom nanošenja prije nego se sustav može klasificirati kao sukladan sa ISO / ASME normom za ručno pripremljene površine.
Promjena pripreme površine znači da se svi kvalifikacijski testovi moraju ponovno izraditi. Sljedeća faza bila je odabir standarda kojeg bi se pridržavali kako bi postigli jednoličnu i konzistentnu pripremu površine.
U standardima su postojale sličnosti, ISO 8501-1 ST2 je vrlo niska razina pripreme i daje niske indikativne rezultate, budući da ne smanjuje profil hrapavosti. ISO 8501-1 ST3, upotreba električnog alata bio je bolji, ali još uvijek ne ostvaruje profil hrapavosti s potrebnom čistoćom površine. Na kraju smo istražili SSPC SP-11 standard koji određuje uvjete za odgovarajuću čistoću površine i minimalni profil hrapavosti od 25 mikrona.
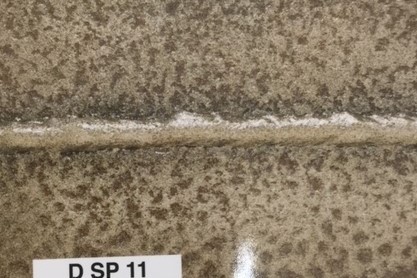
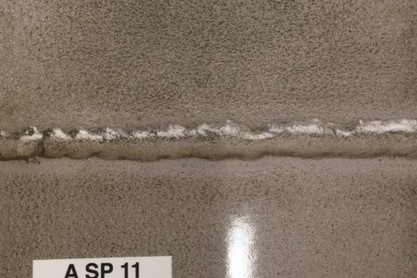
Ispitivanje sukladnosti na ručno pripremljenim površinama provedena su na dvije od naših Belzona SuperWrap II kompozita, Belzona 1981 i Belzona 1982.
Nismo proveli ispitivanje upotrebom kompozita Belzona 1983 jer se koristi za primjenu na višim temperaturama / više rizičnim aplikacijama pa zato za Belzona 1983 preporučujemo samo pripremu abrazivnim pjeskarenjem.
Završili smo testiranje sukladnosti, no želimo pružiti dodatne dokaze o dugotrajnoj izvedbi sustava Belzona Super Wrap II, stoga smo proveli test E-1000 – 1000 sati. Kada se ovo testiranje završi, uvjereni smo da će rezultati pružiti daljnje dokaze o izdržljivosti sustava Belzona Super Wrap II tijekom dužih vremenskih perioda.
OBUKA I PRIMJERI
Ekstenzivno testiranje nije jedini način na koji osiguravamo kvalitetno rješenje. Također vodimo tečajeve za podizanje i održavanje globalnih standarda primjene u našim centrima za obuku u Miamiju, Harrogateu i Chonburiju.
Možemo trenirati instalatere, nadzornike, dizajnere i trenere. Nakon postizanja razine trenera, ta osoba može pokrenuti tečajeve za instalatere i nadzornike na lokalnoj razini. Također vodimo evidenciju svih ljudi koji su primili obuku Belzona SuperWrap II. Većina zemalja sada ima certificirane instalatere i nadzornike. Tu su i mnogi dizajneri koji mogu proizvesti Belzona SuperWrap II dizajn u skladu s ISO ili ASME standardima. Tu je i nekolicina trenera koji su u mogućnosti izvršiti trening Belzona SuperWrap II na lokalnoj razini.
BELZONA KNOW-HOW REFERENCE
Belzona posjeduje veliku bazu podataka o referencama i to na javno dostupnoj web stranici: khia.belzona.com
Vrlo je jednostavna za korištenje. Jednostavno odete na web-lokaciju i tražite prema ključnim riječima. Te ključne riječi mogu se odnositi na određeni problem, industriju, aplikaciju ili proizvod.
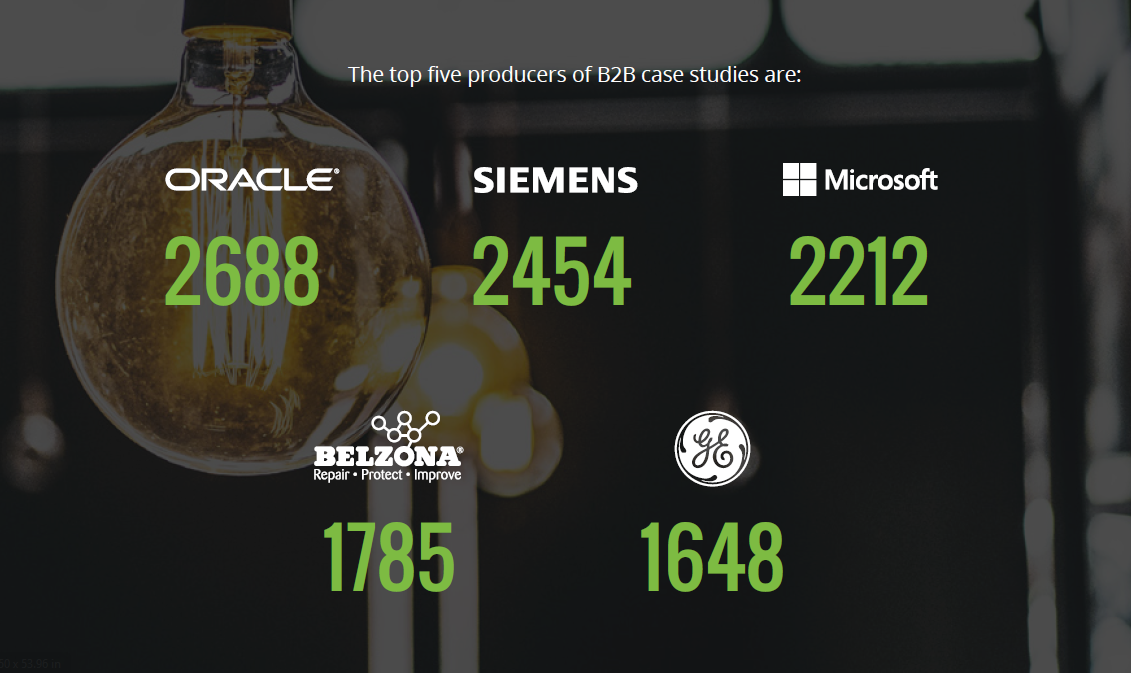
Nedavno je neovisna tvrtka Industolutions, provela je istraživanje o tvrtkama koje imaju najviše B2B referenci i utvrdila da je Belzona na četvrtom mjestu na globalnoj razini u objavi uspješnih referenci.
khia.belzona.com
PRIMJER 1
Pogledajmo nekoliko primjera Belzona SuperWrap II za sanaciju i zaštitu cjevovoda. Prvi primjer je u Sjevernom moru. Cjevovod odvoda heliodroma naftne platforme. 3 omota ukupne debljine 6 mm nanesena su tijekom 2 perioda od 14 dana. Problem oštećenja cijevi i stanjenja stjenke saniran je sa Belzona SuperWrap II. Ovo je bila opsežna aplikacija s potrošenih 320 L kompozita, 500 metara armaturne trake i 55 kg Belzone 1111 koja se koristila za popunjavanje depresija prije aplikacije kompozitnog omatanja cjevovoda.


PRIMJER 2
Prethodni primjer prikazao je offshore aplikaciju, a sada pogledajmo neke aplikacije na kopnu. Spremnik od ugljičnog čelika u Španjolskoj. Cijev pod izolacijom je korodirala. U ovom je slučaju, Belzona SuperWrap II se koristi kao kao zakrpa. Opće pravilo je da sve dok Belzona SuperWrap II otvrdnjava, popravak se može nadograđivati bez dodatne pripreme. Budući da je ovo bio spremnik promjera 6 m, korištena je folija za učvršćivanje zakrpe.




PRIMJER 3
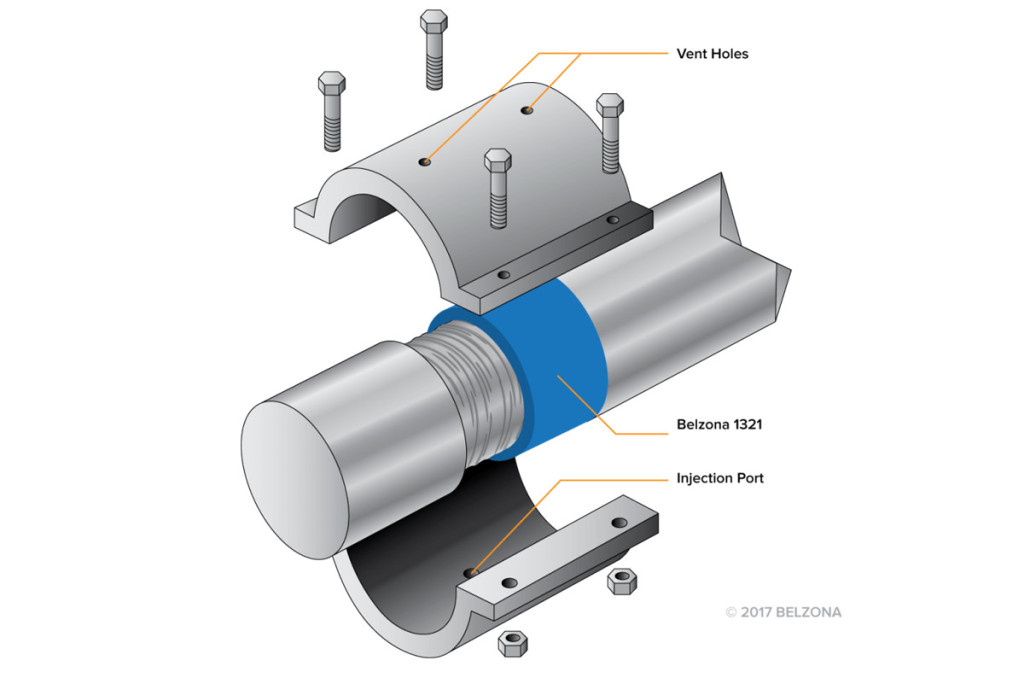
U posljednjem primjeru prikazuje se nešto malo drugačije. U sustavu hlađenja nuklearne elektrane, cijev koja strši iz betonskog zida bila jako je korodirala. Rezanje i zavarivanje ili bilo kakva sanacija izvana nije bila izvediva jer se korozija nastavila širiti van betonskog zida.
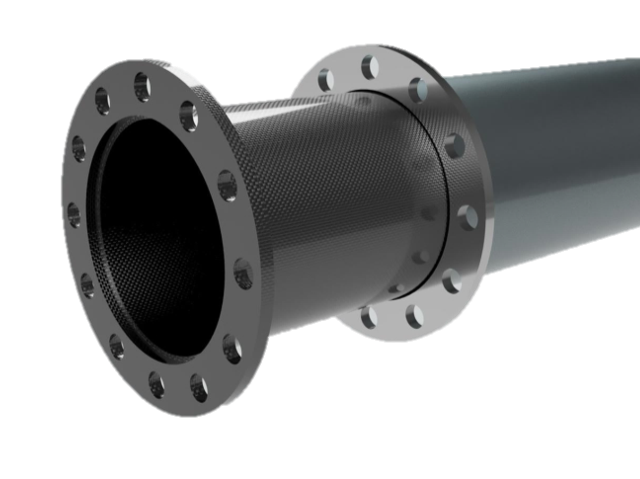
Dakle, kako sanirati kad se ne može popraviti izvana? Saniramo iznutra. Za ovaj je popravak mora se proizvesti i ugraditi kompozitni rukavac od Belzona SuperWrap II. Rukavacse ugrađuje sa Belzona 1161 i premezuje sa Belzonom 1321.
Pogledajmo kako ovo izvesti. Za izradu rukavca od Belzona SuperWrap II koristimo plastični odljevak. Plastični odljevak obloži se kompozitom te se nakon otvrdnjavanja kompozita. Kompozitni umetak se obrusi kako bi bio spreman za umetanje. Kao što možete vidjeti, izrađena je potpuno novi prirubnica. Sjajna i jedinstvena aplikacija!







ISPITIVANJE
Dakle, ovo su samo neki primjeri s terena, više dostupnih imate na khia.belzona.com. Pogledajmo ispitivanje sustava Belzona SuperWrap II koji pridonosi izvedbi tih uspješnih aplikacija. Iako je sustav Belzona SuperWrap II uspješno prošao ISO / ASME ispitivanje sukladnosti, također smo proveli i dodatna ispitivanja za generiranje dodatnih podataka o performansama sustava u ekstremnim uvjetima.
ISPITIVANJE OTPORNOSTI NA VRUĆE ULJE
Ovaj test je proveden kako bi se dokazala otpornost Belzona SuperWrap II sustava na povišene temperature sa vrućim uljem kao medijem.
Za maksimalan tlak od 10 bara projektirali smo 4 tlačne špule. Zatim smo ih pod tlakom omotali u skladu s kreiranim dizajnom, prije nego što smo ih testirali u ulju temperature u prosjeku od 143 °C.
Iako je namotaj dizajniran samo da izdrži maksimalni tlak od 10 bara, prosječan tlak proboja 4 namotaja iznosio je 44 bara, što je 4 puta više nego za što je sustav dizajniran!



ISPITIVANJE OTPORNOSTI NA TERMALNI ŠOK
Još jedan primjer dodatnog ispitivanja koje smo nedavno izvršili je ispitivanje otpornosti sustava Belzona SuperWrap II na termalni šok. Zagrijavali smo sustav SWII do 100 °C prije nego što smo uzorke uronili u kupelj s otapalom do temperature od -60 ° C. Test je ponovljen pet puta, istovremeno provjeravajući da li su nastale pukotine. Zadovoljstvo nam je objaviti da testiranje termelnog šoka nije imalo negativan utjecaj na sustav Belzona Super Wrap II.
BELZONA SUPERWRAP II I KONVENCIONALNO EPOKSI OMATANJE
Čak i nakon što smo pružili dokaze o testiranju koje smo proveli s Belzonom Super Wrap II, i dalje nas pitaju; zašto koristiti Belzona SuperWrap II popravak umjesto standardnog kompozitnog omatanja koji se godinama koristio na terenu u slučaju kad nije potrebna usklađenost popravka sa ISO / ASME standardima?
Video ispod prikazuje razlog zašto. Ovdje možete vidjeti ispitivanje konvencionalnog kompozitnog omatanja cijevi usporedno sa Belzona SuperWrap II omatanjem. Možete vidjeti povećavanje tlaka na oba kompozitna omota, ali gledajte nakojem tlaku konvencionalni omot prsne, a sustav Belzona Super Wrap II ne.
Iz ispitivanja je vidljivo i da konvencionalni omot prsne kohezivno, zajedno s projektilom koji odleti što je jako opasno, a sustav Belzona Super Wrap II prsne adhezivno duž linije, omogućujući polagano smanjivanje tlaka u sustavu.
BELZONA SUPERWRAP II ISPITIVANJE TLAKA
Belzona SuperWrap II pruža alternativnu, ekonomičnu i dugotrajnu opciju u usporedbi s konvencionalnim alternativama. Sustav Belzona SuperWrap II ima mnoge prednosti primjene, osiguravajući jednostavnu i sigurnu aplikaciju, kao i mnoge prednosti u funkcionalnosti, primjerice izvrsna mehanička svojstva i kemijska otpornost.