Nova era tehnike popravaka
Među popravcima strukture metalne opreme, zavarivanje je priznata metoda popravljanja vrućeg rada koja se prakticira širom svijeta. Unatoč tome što je to znanje dugo postojalo, vlasnici imovine nedavno su tražili brže i sigurnije metode dobivanja učinkovitog popravka. Vrući rad potreban za zavarivanje, brušenje i rezanje sve prisutne potencijalne opasnosti ako se provodi u potencijalno eksplozivnim i zapaljivim okolinama. Kako bi se smanjio rizik, tehnike hladnog lijepljenja koje uključuju materijale koji se primjenjuju i stvrdnjavaju na sobnoj temperaturi mogu ponuditi alternativno rješenje za popravke i nove gradnje na metalnim površinama.

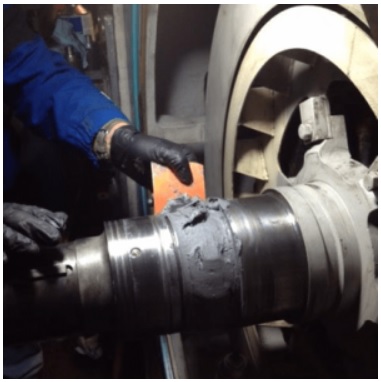
Očigledan defekt proboja
Stresovi vrućeg rada
Razlog zbog kojeg vlasnici traže alternativu je zbog toga što ti zavareni popravci često uzrokuju probleme kasnije u životnom vijeku opreme, kao rezultat procesa i ograničenja zavarivanja. Najčešći problemi povezani s ovim oblikom vrućeg rada uključuju:
- Promjena mikrostrukture supstrata zbog primjene topline
- Šupljine iza zavarenih zakrpa i zagrada
- Bi-metalna korozija
- Postojeći premazi / obloge osjetljive na toplinu
Procjena rizika potrebnih prije izvođenja bilo kakvog vrućeg rada čini zavarivanje vrlo dugotrajnim procesom pa stoga sigurnije i vremenske uštede alternativnih opcija postaju popularne među stručnjacima iz industrije. U scenariju zapaljivih i eksplozivnih sredina, proces zavarivanja je ograničen, jer iskre i vrući metal mogu letjeti u svim smjerovima i mogu padati, stvarajući opasne situacije.
U osnovi, sam zavar može uzrokovati izobličenje podloge zbog topline. Češće poznat kao TZZ (toplinski zahvaćene zone), intenzivan proces zagrijavanja i naknadnog hlađenja podloge može stvoriti slabosti u metalu i ograničiti strukturni integritet na točki zavarivanja. U nekim se primjenama metal mora podvrgnuti oslobađanju stresa kako bi se osiguralo da se rizik naknadnih promjena metala minimizira. Ovisno o tehnici grijanja i uključenim metalima, naprezanja vrućeg rada mogu utjecati i na mala i velika područja, što slabi opreme kasnije tijekom njegovog vijeka trajanja.
Štoviše, veliki broj zavarenih zakrpa i zagrada ima šupljine. Ti praznini jednostavno predstavljaju područja izloženih metalnih radova, što može dovesti do početka komplikacija korozije; koja se u početku pojavljuje kao pitting, ali potencijalno dovodi do oštećenja kroz zid. Sveukupno, zavar stvara ograničeni kontakt s metalnim radom, što uzrokuje naprezanja postavljena na zavarivanje / popravak da se usredotoče na ograničeno područje. Time se povećava vjerojatnost pucanja naprezanja zbog neujednačene ekspanzije i kontrakcije podloge.

Kako bi se izbjegli ovi problemi, hladno vezivanje pomoću polimerne paste ili materijala tipa tekućine postaje sve uobičajenije. Značajno, ova tehnika učinkovito uklanja vrući rad i povezane opasnosti. Kada uzmete u obzir propise o zdravlju i sigurnosti koji su trenutno na snazi, gdje je sigurnost od najveće važnosti, smanjenje opasnih radnih procesa uvijek će biti dobro. Ne samo to, već je metoda popravka relativno jednostavna.

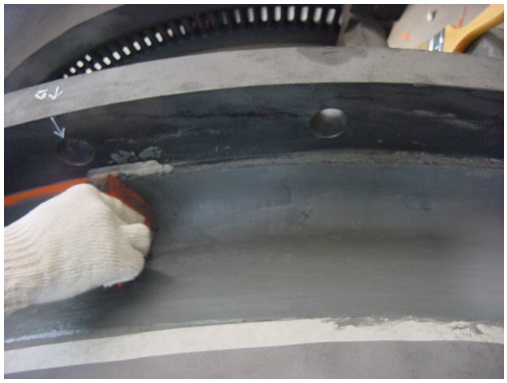
Jednostavne tehnike hladno vezivanja
Istraživanje hladnog lijepljenja
Hladna veza može se izvesti sa pastoznim ili tekućim materijalima na osnovi polimera koji pokazuju visoku adheziju i svojstva tlačne čvrstoće. Postupak lijepljenja stupnja paste uključuje pripremu površine kako bi se dobio grubi profil. Obje suprotne površine komponente i izvornog podloge su “navlažene” s odabranim proizvodom, a veći sloj je izgrađen do vrha u sredini komponente. Kada se pritisne na mjesto, to će uzrokovati da se proizvod silazi prema van, uzimajući zajedno sa zrakom zarobljen ispod.
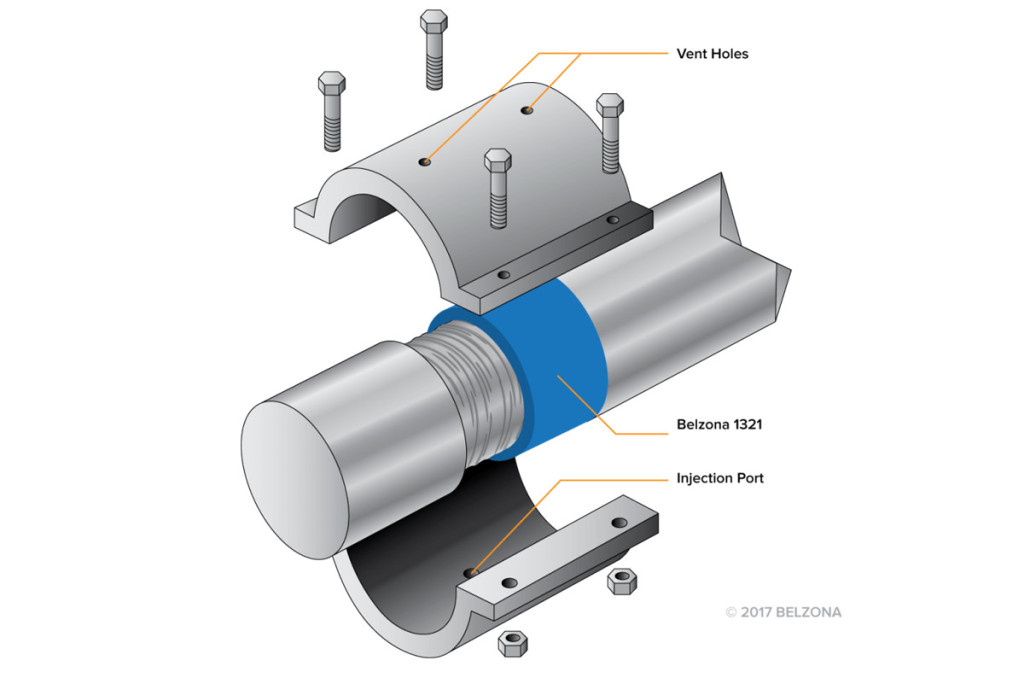
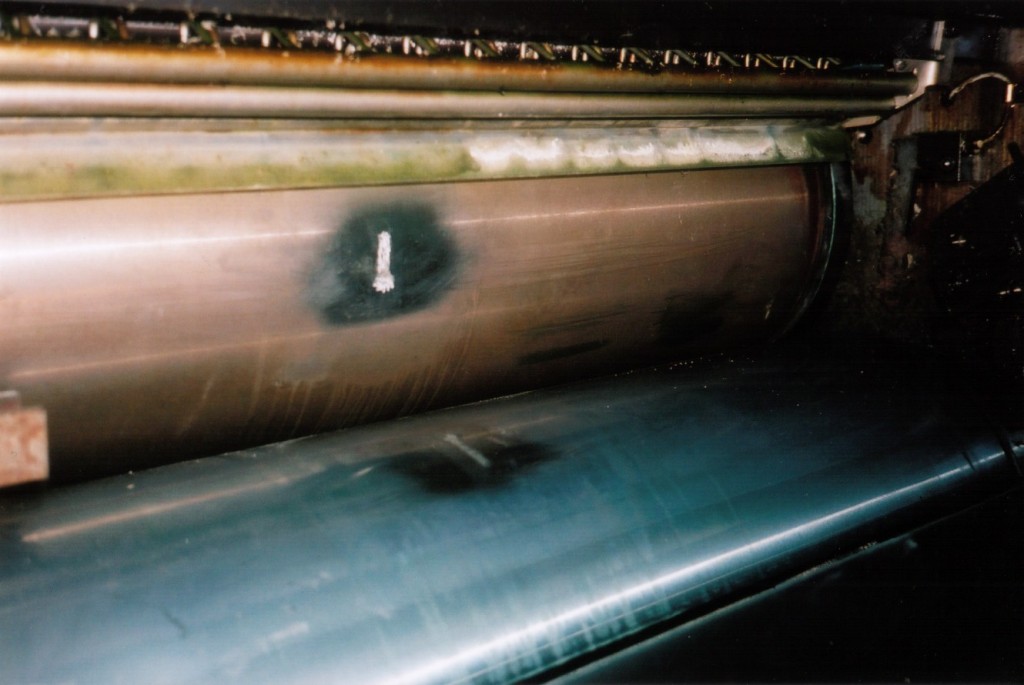
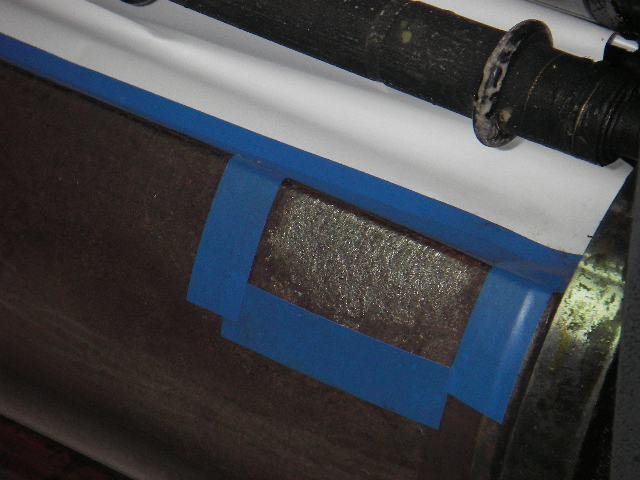
Korištenje tekućeg materijala slijedi vrlo sličnu metodologiju. Branu se može stvoriti pomoću brtvila i materijal za tekućinu se ubrizgava, bilo ručno ili mehanički, u prazninu. Ova metoda je osobito korisna kada je potrebno pokriti veliko područje. Više ulaznih priključaka mogu se istodobno koristiti kako bi se osigurala velika pokrivenost površine i na površini složene geometrije (kao što su oštećenja uslijed pittinga). Potrebna su najmanje dva ulaza, jedan za prolazak proizvoda, a drugi za izbacivanje zraka.
Use of a fluid grade follows very similar methodology. A dam can be created using a sealant and the fluid grade material is injected, either by hand or mechanical means, into the void. This method is especially useful when it is necessary to cover a large area. Multiple entry ports can be used simultaneously to provide a wide coverage of the surface, whilst also taking up complex geometries on the surface (such as damage due to pitting). A minimum of two ports are required, one for the product to flow through and the other for air to escape.

Značajnije, u usporedbi s zavarivanjem, hladno povezivanje nudi sloj zaštite između podloge i popravka materijala. Odvajanje metala u ovom slučaju uklanja potencijal za bi-metalnu koroziju zbog materijala koji je otporan na koroziju. Pokrivenost zaštićene površine će u tim slučajevima biti 100%, osiguravajući da nema praznina. Ovaj kontakt osigurava da nema mjesta za koroziju, a istodobno se širi bilo kakvo opterećenje na cijeloj površini. S druge strane, to olakšava visoku adheziju koja, kada je povezana s velikom čvrstoćom pritiska, znači da se popravci često smatraju jednakima popravljanju temeljenom na toplini s obzirom na vijeka trajanja i čvrstoću.
Pronalaženje ravnoteže između vruće i hladne
Tehnike koje uključuju vrući rad, poput zavarivanja, sveprisutne su i uvijek će igrati ulogu u održavanju svjetskog industrijskog sektora. Međutim, zahtjevi za održavanje i zavarivanje građevina koji bi povijesno uključivali vrući rad mogu se dovršiti upotrebom polimernih hlapljivih kompozita, nanesenih i obrađenih na sobnoj temperaturi. Kao što je pokazano laboratorijsko testiranje i iskustvo na terenu, polimerni hlapljivi spojevi mogu se nanositi za popravak metalne opreme, kao i za nove gradnje. Značajno, obje metode imaju svoje prednosti, no ove nove tehnike i metode definitivno nude klijentima mnogo veći izbor u smislu izvođenja popravaka.