Propuštanje spremnika i cjevovoda može izuzetno loše utjecati na kontuirani pogon, može rezultirati dugotrajnim zastojima radi održavanja, a postoji i opasnost od ispuštanja potencijalno opasnih tvari u okoliš.
Proboji stjenke površine uzrokovani su unutarnjom ili vanjskom korozijom, erozijom, kemikalijama, abrazijom i drugim vrstama degradacije. Ako se ovi procesi ne spriječe upomoć Belzona proizvoda, dolazi do propuštanja medija iz cjevovoda ili spremnika što zahtjeva zastoj i hitan popravak.
Ovdje ćemo prikazati hitni popravak propuštanja pomoću Belzona materijala za reparacijučime se doprinosi dugoročnoj čvrstoći cjevovoda ili spremnika.
Prvi dio prikazuje detaljane upute za hitno zaustavljanje propuštanja korištenjem brzootvrdnjavajućeg Belzona 9611 (ES-Metal) materijala. To će zaustaviti propuštanje, eliminirati gubitke, ograničiti štetu i osigurati dugotrajni popravak.
1 KORAK
područje oko propuštanja prvo treba grubo ohrapaviti pomoću ručnog alata. Kvaliteta pripreme površine ovisit će o okolnostima za vrijeme propuštanju no što je površina hrapavija to će biti omoguće bolje prianjanje Belzone 9611 (ES-Metal) na oštećenje.
2 KORAK
Nakon što je postignuta najbolja moguća priprema površine, željena količina Belzona 9611 (ES-Metal) mora se ručno umijesiti dok se ne postigne jednolična siva boja.
3 KORAK
Jednom kada se Belzona 9611 (ES-Metal) izmiješa, utisnite je u oštećenje i pritišćite dok curenje cijevi ne prestane. Belzona tourniquet (gumeni zatezač) je idealan za zatezanje dok traje proces otvrdnjavanja oko jednog sata.
2 DIO: Kako ojačati popravak propuštanja za dugoročno rješenje s Belzona 1212 i Belzona 9341 (traka za ojačanje).
Prvi dio pokazuje kako zaustaviti živi curenje/propuštanje, a drugi dio je Belzona preporuka ojačanja hitnog popravka kompozitnim materijalom poput Belzona 1212 kako bi se osigurala bolja izdržljivost na tlak i osigurao trajniji popravak.
1 KORAK
Površinu je potrebno ponovo grubo ohrapaviti pomoću ručnih alata za pripremu površine kako bi Belzona imala dobru adheziju na ohrapavljenu površinu popravka.
Nakon toga površinu trebala odmastiti sa Belzona 9111 (čistač/odmašćivač) ili Acetonom kako bi se uklonile kontaminacije s površine.
2 KORAK
Omotajte traku za ojačanje Belzona 9341 oko područja popravka, osiguravajući da je duljina trake barem dvostruko veća od opsega cijevi te izrežite odgovarajuću mjeru.
3 KORAK
Pomiješajte Belzona 1212 epoksidni materijal za popravak metala tolerantan na mokru i masnu površinu, u omjeru 1 dio baze prema 1 dijelu stvrdnjivača po volumenu, ili 5 dijelova baze prema 6 dijelova stvrdnjivača po težini, dok se ne postigne jednolična boja.
4 KORAK
Nanesite sloj mješavine proizvoda izravno na podlogu, snažno pritiskajući četkom kako biste popunili profil i osigurali maksimalni mogući kontakt s površinom.
Premažite Belzona 9341 (traku za ojačanje) sa Belzona 1212 tako da je jedna strana potpuno prekrivena..
5 KORAK
Zamotajte dvije duljine ojačanog kompozita oko opsega cijevi, osiguravajući najmanje 50% preklapanje, povlačeći čvrsto kako biste istisnuli višak proizvoda na površinu.
Nakon omatanja, pobrinite se da izgladite eventualne neravnine, udubljenja ili izbočine prije nanošenja završnog sloja Belzona 1212 radi ojačanja popravka.
Slijedeći korake opisane iznad, curenja / propuštanja se mogu trenutno zaustaviti i brzo ojačati, pružajući opremi trajan popravak i brz povratak u pogon. Pogledajte videozapis opisanog zaustavljanja propuštanja:
Industrije i postrojenja širom svijeta suočavaju se s izazovima povezanim s održavanjem toplinske izolacije cjevovoda, spremnika i posuda. Oštećenja i propadanje cijevovoda, ventila i priključaka rašireni su problem; nastaju uslijed korozije, erozije, toplinskih ciklusa i utjecaja kemikalija. Kako bi uštedjele troškove energije i smanjile gubitke, tvrtke prepoznaju važnost toplinske izolacije cijevi i zaštite opreme. Međutim, tu se javlja jedan problem, korozija pod izolacijom. Korozija pod izolacijom je glavni problem koji se javlja na opremi i cjevovodima koji rade u okružju s niskim, ambijentnim i visokim temperaturama.
Toplinska izolacija cjevovoda potrebna je radi smanjenja gubitka topline, za siguran rad mreže cijevovoda zimi, za snižavanje temperature vrelovoda i za zaštitu na radu. Pravilnik o zaštit na radu i standardi nalažu toplinsku izolaciju cjevovoda čija je temperatura veća od 55°C.
Bez odgovarajuće zaštite, metalne površine na ≥ 60 ° C ili <0 ° C mogu uzrokovati opekline
Štoviše, oprema koja radi u niskim temperaturama i uvjetima ispod nule može se zalediti, kondenzirati i rositi. Rezultat su skliske površine i moguće ozebline ako je temperatura površine ispod 0 °C.
Primjer korozije pod tradicionalnom izolacijom.
Na tržištu su dostupna različita rješenja poput tradicionalne izolacije, barijera ili zaštitnih premaza na vodenoj bazi. Međutim, pojedinačno ne ispunjavaju sve zahtjeve za toplinsku izolaciju cjevovoda i opreme, dok osiguravaju zaštitu od korozije i osoblja od potencijalnih ozljeda, ozeblina i opeklina.
Nadalje, klasične metoda toplinske izolacije cijevovoda za zaštitu od korozije pod izolacijom nalažu izračune na koje utječu mnogi parametri: dimenzije cjevovoda, razlika temperature, temperatura površine, opterećenja cijevi, utjecaji tlaka, utjecaji vibracije, toplinska vodljivost, moguće deformacije sredstva izolacije i dr.
Svrha toplinske izolacije cijevovoda je da se spriječi smrzavanje cjevovoda, da se osigura stalna radna temperatura cjevovoda i da se spriječi kondnzacija na izolaciji radi koje bi moglo doći do formiranja leda na cijevovodu.
VIŠEFUNKCIONALNI SUSTAV BEZ OTAPALA – BELZONA 5871
Iz tog je razloga Belzona razvila inovativan, dvokomponentni, polimerni sustav bez otapala – Belzona 5871. Ovaj višenamjenski materijal zapravo pruža i toplinsku izolaciju i zaštitu od korozije, istodobno poboljšavajući sigurnost, učinkovitost i trajnost industrijske opreme.
Belzona 5871
Belzona 5871 može se primijeniti na metalne cjevovode, kanale, vanjske dijelove spremnika / posuda i drugu industrijsku opremu. Toplotno je izolirajući i poboljšava učinkovitost istodobno sprječavajući ozljede od opeklina, kondenzaciju i smrzavanje. Za aplikaciju proizvoda prikladno je nekoliko alata: četka, patrona za injektiranje ili zagrijani bezzračni sprej. Stoga je idealan za male, složene geometrije ili brzu primjenu na velikim površinama.
Nakon nanošenja, premaz za zaštitu od korozije stvara laganu pjenu zatvorenih ćelija visoke građe. Zahvaljujući tehnologiji pjenjenja epoksida, ovaj zaštitni premaz širi se i do tri puta više od primijenjene debljine, na pr. primijenjeni 1 mm daje 3 mm očvrsnute debljine, čime se povećava količina proizvoda na površini. Belzona 5871 također ne sadrži otapala, eliminirajući potrebu za dodatnim temeljnim premazom ili završnim slojevima, smanjujući tako potreban broj slojeva u usporedbi s uobičajenim otopinama za premazivanje. Štoviše, vrijeme premazivanja je do 24 sata, bez obzira na temperaturu ili vlagu, pružajući fleksibilnost nanošenja. Brzina očvršćavanja i smanjeni broj slojeva koji su potrebni osiguravaju brz povratak u rad opreme.
POGLEDAJTE VIDEO PRIMJENE BELZONA 5871
Kako aplicirati toplinsku izolacijsku barijeru za zaštitu od korozije i sigurnost
Kako bismo testirali svojstva toplinske barijere i odredili debljinu potrebnu za smanjenje površinske temperature ispod 60 °C, uspoređivali smo dio nepokrivene čelične podloge i dio podloge zaštićene Belzonom 5871. Na primjer, Belzona 5871 nanesena u debljini od približno 2,2 mm kako bi se dobila debljina od 6,6 mm, smanjit će površinsku temperaturu sa 120 °C na ispod 60 °C. Belzona 5871 je vrhunska izolacija cijevovoda i sposobna je smanjiti prijenos topline, pružajući tako površinu sigurnu za dodir i zaštitu od opeklina. Testirali smo izolacijska svojstva Belzone 5871 koristeći Lee-ovu disk metodu koja daje nisku toplinsku vodljivost od približno 0,1 W/m.K.
Preporučena debljina primjene Belzone 5871 za smanjenje površinske temperature ispod 60 °C, kako bi se spriječile ozljede kontaktnih opeklina u skladu s ASTM C1055.
Simulirani CUI uvjeti
Simulirali smo uvjete korozije pod izolacijom pomoću grijanih cijevi. Sustav je opetovano ciklirao između 120 °C i 10 °C tijekom razdoblja od 1000 sati s izmjeničnim mokrim (s konstantnim otapanjem vode 5 litara u minuti) i sušnim razdobljima. Nakon testa, višeslojni sustav nije bubrio, nije se raslojavao ili pucao, a nije bilo ni korozije.
Slani sprej – ispitivanje svojstava zaštite od korozije
Proveli smo i test sprejanjem solju na 35 °C, u skladu s ASTM B117. Test je obavljen na jednom sloju Belzone 5871, slijedeći dva različita režima otvrdnjavanja; otvrdnjavanje na ambientalnoj temperaturi od 20 °C i otvrdnjavanje na temperaturi od 120 °C. Na oba uzorka dodana je okomita šipka od 50 mm radi poticanja korozije. Ispitni uzorci nisu pokazivali znakove propadanja zaštite ni nakon 3000 sati neprekidne izloženosti.
Kontinuirano uranjanje u vodu radi ispitivanja zaštite od korozije pod izolacijom
Izvršili smo kontinuirano ispitivanje potapanja u vodu, u skladu s ISO 2812-2, gdje je podloga s jednim slojem Belzone 5871 uronjena u deioniziranu vodu na 40 °C. Belzona 5871 nije pokazivala znakove propadanja nakon 4500 sati (otvrdnuta na temperaturi od 20 °C) i 2000 sati (otvrdnuta na temperaturi od120 °C).
Ova ispitivanja potvrđuju izvrsna svojstva otpornosti na korozijuBelzone 5871 u različitim uvjetima.
Test nakupljanja leda za osporavanje svojstava protiv zaleđivanja i kondenzacije Belzone 5871
Ispitivanjem svojstava stvaranja leda osporili smo svojstva proizvoda protiv zaleđivanja i kondenzacije. Pokus ispod nule izveden je na jednom, dva i tri sloja Belzona 5871.
Operativna temperatura cjevovoda -8°C
Dobivena temperatura zaštite
Primjedbe
1 sloj Belzona 5871
Temperatura površine 2°C
Kondenzacija ali bez smrzavanja površine
2 sloja Belzona 5871
Temperatura površine 7°C
Smanjena kondenzacija bez smrzavanja površine
3 sloja Belzona 5871
Temperatura površine 15°C
Bez kondenzacije površine i bez smrzavanja površine
Test je potvrdio da Belzona 5871 sprječava nakupljanje leda i kondenzaciju čak i na temperaturama ispod nule, što kao rezultat sprječava koroziju pod izolacijom.
Zaključno, Belzona 5871 je inovativno rješenje koje pruža toplinsku izolaciju cijevovoda i opreme za povećanje učinkovitosti i trajnosti. Uz to, zaštita od korozije produžuje vijek trajanja cjevovoda i opreme, smanjujući buduće troškove zamjene. Belzona 5871 također je rješenje zaštite na radu, smanjujući površinske temperature na 60 ° C kako bi se spriječile ozljede od opeklina.
Ovaj članak obuhvaća pozicije na spremniku podložne oštećenju te kako možete koristiti različita rješenja za popravak, zaštitu i poboljšanje. Uključujući:
Hidroizolacija spoja temelja i spremnika
Brtvljenje i prirubnički spojevi
Hladno zavarivanje / spajanje kompozitom
Unutarnje oblaganje / premaz spremnika
Hidroizolacija spoja temelja i spremnika –
česti problemi i njihova uobičajena rješenja
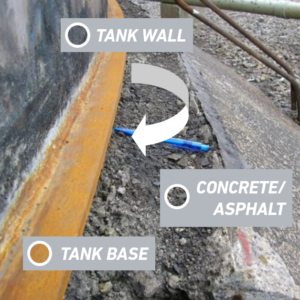
Neke od ključnih uobičajenih problema s temeljem spremnika su: korozija stjenke, propuštanje brtve i korozija dna spremnika.
Ovdje je ilustrirana čelična stjenka spremnika i betonski temelj, koji je s vremenom propao. Sada voda više neće teći niz pad, već se zadržava. Spremnik se prirodno širi i sakuplja, usisavajući vodu kapilarnim djelovanjem pod temelj što uzrokuje koroziju dna spremnika.
Za rješavanje ovih uobičajenih problema, tri uobičajene metode popravka uključuju:
Bitumen i mastika
Mastika i bitumen mogu se lako razgraditi zbog izloženosti UV zračenju i kako se spremnik prirodno pomiče, bitumen će popucati i izgubiti brtvena svojstva.
Čelične letvice
Instalacija čeličnih letvica uključuje vruće radove i ako novo zavareni čelik nije zaštićen, s vremenom će popucati.
Lijepljena guma
Vezana guma brzo se razgrađuje od utjecaja UV zraka i vremenskih utjecaja, što dovodi do skupe i redovite zamjene ovog sustava.
Belzona rješenja
Fleksibilna i mikroporozna Belzone rješenja prianjaju i za beton i za čeličnu podlogu osiguravajući zaštitu od korozije dna spremnika. Pošto se mogu aplicirati u pogonu, nema potrebe za pranjem spremnika prije izvedbe zaštite.
Prozračni sustav sprečava prodor vode, istovremeno dopuštajući isparavanje pare / vlage kroz pore zaštite, što sprječava pojavu korozije dna spremnika.
Kako koristiti Belzona materijale za hidroizolaciju anularnog prstena spremnika
Reference iz cijelog svijeta
1. Rafinerija, Francuska
Postojeći sustav popucao je zbog slabe fleksibilnosti
Nakon aplikacije moguće je mjerenje NDT metodom preko fleksibilnog premaza
Inspekcija 13 godina nakon primjene utvrdila je da je hidroizolacija još uvijek u savršenom stanju
Kliknite ovdje da biste vidjeli cjelovitu referencu
Ovaj sustav Belzone je instaliran prije trinaest godina i još uvijek nema oštećenja.
Uslijed pomicanja (kontrakcije i ekspanzije) spremnika tijekom promjene vremenskih uvjeta tijekom godine prethodni sustav popucao je radi svoje krutosti. Riješenje je Belzona fleksibilna membrana, koje prati širenje i sakupljanje spremnika.
Dodatna prednost fleksibilne membrane je mogućnost provjere debljine čelične stjenke prstena spremnika pomoću nerazornih metoda ispitivanja (NDT) preko fleksibilne membrane. Ovo i dugovječnost aplikacije ostvarili su rafineriji vrlo zadovoljno rješenje Belzone sustavom.
Tijekom godina pijesak pod temeljem sabijao se, do te mjere da je anularni prsten propao 10 mm ispod betonskog postolja
Pozitivna inspekcija nakon 7 godina primjene Belzone
Korisnik je zaštitio 50 anularnih prstenova spremnika
Kliknite ovdje da biste vidjeli cjelovitu referencu
Gore je prikazan standardni primjer sustava Belzona koji je primijenjen za hidroizolaciju anularnog prstena spremnika goriva. Struktura metalnog temelja spremnika se s vremenom pomakla, stoga je prsten zahtijevao dodatnu zaštitu. Nakon sedam godina od izvršene aplikacije hidroizolacija anularnog prstena spremnika je još uvijek je u besprijekornom stanju. Kupac je bio vrlo zadovoljan i do sada je zaštićeno pedesetak spremnika unutar postrojenja.
Jedna od mnogih prednosti ovog sustava je da bijele boje omogućuju kontinuirano nadgledanje temelja spremnika, osiguravajući da nema korozije.
Kupac je toliko zadovoljan rezultatima, specificira globalni standard
Kliknite ovdje da biste vidjeli cjelovitu referencu
Ovo je primjer iz rafinerije u Kini. Problem bio prodor vlage ispod spremnika, što je rezultiralo pucanjem.
Za ovu tvrtku prioritet je bio da materijal za popravak bude otporan na prodor vode, vremenske prilike i vatru, što Belzona može osigurati samo jednim proizvodom Belzona 3111.
Nakon aplikacije kupac je bio vrlo zadovoljan rezultatima. Tijekom dvije godine ovaj materijal je apliciran na svih četrdeset spremnika na njihovim lokacijama, a rješenje su odredili i u globalnim standardima tvrtke.
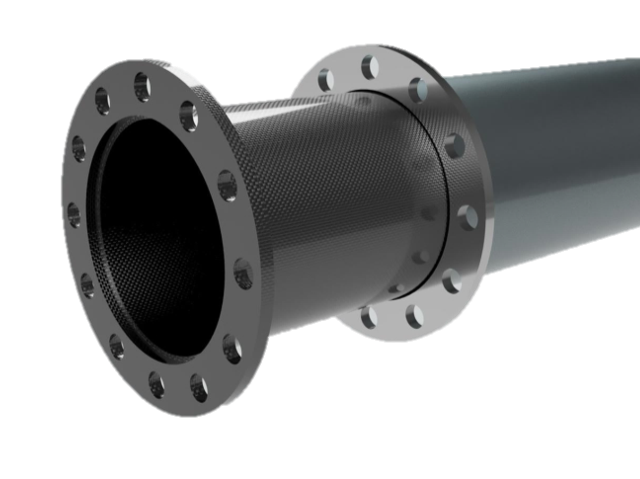
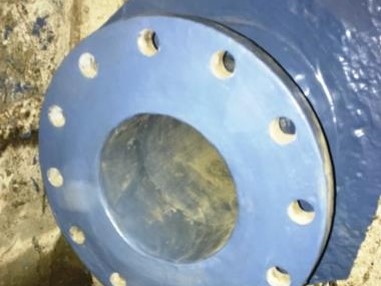
Glavni problem s prirubnicama u industriji je korozija uzrokovana uslijed nekoliko čimbenika. Jedan od glavnih uzroka je galvanska korozija, odnosno kada imamo dva različita metala u kontaktu jedan s drugim. Korozija usjeka, urezi od pare i kemijski napadi su ostali uobičajeni problemi.
Konvencionalne metode popravka uključuju zavarivanje te podrezivanje prirubnice. Međutim, osim ako prirubnice nisu izrađene strojno, teško je postići gramofonski provil završne površine. Druga uobičajena metoda je rezanje i zamjena prirubnice. Obje ove metode uključuju vruće zavarivanje i stoga predstavljaju rizike opasne po zdravlje te sigurnosne rizike koji nastaju prilikom zavarivanja.
Odlijevanje površine prirubnice Belzonom
Animacija odlijevanja površine prirubnice Belzonom
Dakle, kako odliti površinu prirubnice Belzonom? Hladno rješenje koje koristi materijal za nadgradnju i obnovu brtvene površine pomoću kalupa dizajniranog za izradu izvornih dimenzija prirubnice. Belzona rješenja za obnovu površina prirubnica su 100% epoksid i ne sadrže otapala, što znači da se može stvoriti točna dimenzija. Oni su također električni izolatori, uklanjajući svaki kontakt metal-metal i rizik od galvanske korozije.
Točne dimenzije se mogu formirati bez obrade
In-situ aplikacija
Rješenje za hladno zavarivanje / spajanje
Električni izolator
Mali priključci
Animacija izvedbe kompozitnog umetka pomoću Belzone
Belzona rješenja osiguravaju 100% pokrivanje zaštitnog premaza. Montažni dio cijevi, izrađen od pogodnog polimernog materijala, pričvršćen je na mjestu pomoću ljepila, što će pružiti optimalnu dugoročnu zaštitu od korozije, erozije i kemijskih napada.
Eliminira rizik proboja
Dugoročna zaštita
Pruža izvrsnu kemijsku i korozijsku otpornost
Ulošci za priključke i tehnike odljevanja površine prirubnica nisu ograničeni samo na oštećenu opremu. Oba sustava također se mogu implementirati i kao dio dizajna / projekta za nove spremnike i posude. Ova Belzona riješenja primjenjuju se na spremnike i posude izrađene od ugljičnog čelikom umjesto krutih legura otpornih na koroziju (CRA) za priključke ili zavarene plašteve sa bočne strane.
Reference iz cijelog svijeta
4. Proizvođač kemikalija, Španjolska
Unutrašnjost priključka je oštećena
Rješenje Belzone odabrano je radi brze repearacije od oblaganja s ebonitnim premazom
Popravak izvršen in-situ (na licu mjesta / u pogonu)
Kliknite ovdje da biste vidjeli cjelovitu referencu
Ova referenca dolazi od proizvođača kemikalija u Španjolskoj. Unutrašnjost priključne cijevi s ebonitom, koja drži 26% -tnu solnu kiselinu, pretrpjela je štetu od kiseline i trebala je zamjena. Umetak za priključne cijevi Belzona korišten je za pružanje izvrsne kemijske otpornosti i dugoročne zaštite od korozije. Uz to, aplikacija je omogućila brzi povratak u rad primjenjiv na licu mjesta. Belzona rješenje pokazalo se isplativijim rješenjem od prekrivanja priključne cijevi ebonitom.
Zavarivanje ploče na oštećeno područje uobičajena je metoda popravka da biste vratili čvrstoću strukturi podloge. Omogućuje snažnu povezanost i vrlo je rasprostranjena metoda. No, prije nego što se spremnik može zavariti, mora ga se isprazniti, što znači zastoj i gubitak proizvodnje.
Zavarivanje stvara zonu pod utjecajem topline, unoseći toplotne napone u metal. To može rezultirati daljnjim problemima, poput pucanja u budućnosti i, kao i uvijek, vrući rad predstavlja određene rizike po zdravlje i sigurnost.
Daljnja mana zavarivanja je to da ima manje dodirnih točaka, što ostavlja prazninu između ploče i zida. Ako bi došlo do propuštanja kroz zid, taj će se jaz popuniti tekućinom, čime bi ploča bila osjetljiva na koroziju pukotine.
Hladno zavarivanje / spajanje
Belzona rješenja nude 100% kontakt s podlogom, omogućujući izvrsnu raspodjelu opterećenja. Uz to što nisu metalna, ova polimerni djeluju kao električni izolatori, eliminirajući potencijal galvanske korozije, pružajući tako dugoročnu zaštitu od korozije.
Rješenja za hladno zavarivanje / spajanje uključuju:
Spajanje metalnih ploča – uspješno se koristi više od 20 godina kao način popravljanja
Kompozitne ploče – posljednjih godina se koriste kao nemetalno rješenje
Pogledajte naš posljednji webinar o kompozitnimpopravcima – alternativa zavarivanju sa omatanjem, zakrpama i nosačima
Korištenje Belzona rješenja ne zahtijeva zastoj jer nije potreban vruč rad i spremnik nije potrebno isušiti.
Tehnike hladnog zavarivanja / spajanja mogu se koristiti i za popravak oštećenja proboja stjenke i stanjenja stjenke, produžujući opremi projektirani vijek.
Kako bi bolje razumjeli usporedbu zavarivanja i hladnog zavarivanja / spajanja, možete pogledati videozapis u nastavku, gdje smo ove dvije metode ispitali.
Kako postaviti metalne nosače na metalni spremnik bez zavarivanja
Reference iz cijelog svijeta
5. Rafinerija, Kina
Zona s ATEX ograničenjem na vruće radove
Nije potrebno čišćenje spremnika
Belzona sustav korišten za preko 200 spremnika
Kliknite ovdje da biste vidjeli cjelovitu referencu
Ova studija slučaja potaknuta je izmjenom zakonodavstva u Kini, što znači da je volatile organic compound (VOC) regulativu trebalo provesti na svim spremnicima nafte u cijeloj zemlji. Ovo je zahtijevalo od kupca da pričvrsti cijevi na zid spremnika. S ograničenim radom na farmi spremnika bila je neophodna primjena hladnog zavarivanja / spajanja. Belzona nudi idealno rješenje za ovaj problem.
Na početku ove primjene korišteno je pjeskarenje zrakom za pripremu površine jer pjeskarenje gritom nije dozvoljeno u ovoj ATEX zoni. Aplikacije su bile veliki uspjeh i kupac je bio toliko zadovoljan rezultatom da je nakon prvih 18 spremnika sustav iskoristio za više od 200 spremnika širom regije.
Rješenje potrebno postavljanje novih sustava za raspršivanje vode i pjene
Preko 1000 konzola / nosača bilo je postavljeno na 8 spremnika hladnim zavarivanjem pomoću Belzone
Kliknite ovdje da biste vidjeli cjelovitu referencu
Evo slične reference u Nizozemskoj, koja pokazuje da se hladno zavarivanje / spajanje može koristiti za metalne ploče i mnoge drugih dijelova!
Tvrtka je htjela postaviti sustav za prskanje vode i pjene na svoje rezervoare za ulje. Ponovo je na licu mjesta bilo zabranjeno zavarivanje i pjeskarenje.
Za primjenu aplikacije Belzona podloga je pripremljena sustavom pjeskarenja bez prašine kako bi se postigla prava hrapavost površine bez stvaranja prašine i potencijalnih opasnosti od požara u blizini ulja. Preko 1000 nosačabilo je pričvršćeno na bočne strane i krovovoe 8 različitih spremnika oduševljenog korisnika.
Čest spremnika je korozija unutarnje površine. Općenito, jedine pozicije koja su zahvaćene korozijom su dno spremnika i 1-2 metar uz bočni plašt spremnika.
Ta korozija uzrokovana je miješanjem vode i ugljikovodika u spremniku. Kako je gustoća vode veća od ugljikovodika, voda se zadržava na dnu spremnika, te se stvara korozija.
Identificirajući problem i uzrok, razmatramo rješenja koja Belzona može ponuditi za zaštitu spremnika:
Paste se mogu koristiti za popunjavanje depresija (jama)
Na većim površinama mogu se koristiti metode hladnog zavarivanja (lijepljenja ploča)
Nakon što se obnovi struktura spremnika, spremnik se može obložiti (premazati) najprikladnijom oblogom (premazom) koje određujemo prema uvjetima rada
Obloga treba imati otpornost na koroziju u uronjenim uvjetima, otpornosti na paru i kemijsku otpornost.
7. Naftna kompanija, Tunis
Zaštita podnice spremnika
Zavarivanje nije bila opcija
Primijenjeno je hladno zavarivanje / spajanje, ispunjavanje depresija i unutarnji Belzone premaz
Kliknite ovdje da biste vidjeli cjelovitu referencu
Naftna kompanija u Tunisu imala je spremnik sa stanjenom debljinom podnice. Kako je riječ o spremniku sa zakovicama, zavarivanje nije bilo opcija, u suprotnom bi zakovice ispale. Belzona rješenje je ispuna manjih pitting jama i nadogradnja većih površina pomoću hladnim zavarivanjem odnosno lijepljenjem / spajanjem ploča. Rezervoar je zatim premazan Belzona materijalom koji je odabrana na temelju radnih uvjeta spremnika. Kako je do korozije došlo zbog mješavine vode i ugljikovodika, obložen je samo pod i donji dio zida spremnika.
Ovo je transkript web-seminara „Solve it session“ u Belzoni održanog 1. ožujka 2018. godine. Snimljeni webinar možete pogledati ovdje:
KOJI SU PROBLEMI?
Prije svega, pogledajmo probleme koje metalne površine mogu imati. Vanjske i unutarnje erozivne sile i korozivne tvari mogu dovesti do piting korozije i stanjenja stjenke. Ako se ovi problemi ne riješe dovoljno brzo, doći će do proboja. Navedene probleme uglavnom vidimo na cjevovodima, ali pojavljuju se i na spremnicima i procesnim posudama. Sličan problem su i oštećenja radi korozije pod izolacijom (CUI) spremnika ili cjevovoda.
Stanjenje stjenkeProboj stjenkeKorozija pod izolacijom
Neke metode popravka koje znate su rezanje i zavarivanje cjevovoda. Osim svih tipičnih metalurških problema povezanih s zavarivanjem, tu je i naravno zastoj, a znamo i da zavarivanje zahtijeva visoku razinu stručnosti.
Kada se koriste alternative zavarivanju, postavlja se pitanje dugovječnosti. Čak i kada prihvatimo popravak kao “privremeni”, želimo da traje barem koliko je i vijek trajanja cjevovoda te da ne zahtijeva konstantno održavanje.
Zavarivanje: problemi metalurgijeZavarivanje: zastoj i trošakPrivremena rješenja
RJEŠENJE?
Kompozitni popravci mogu pružiti održivo rješenje najčešćim problemima u održavanju. Belzona proizvodi i isporučuje kompozitni sustav popravaka nazvan Belzona SuperWrap II. To je kombinacija kompozita i armaturne trake posebno dizajnirana kako bi osigurala strukturalno ojačanje oslabljenim cjevovodima.
Pokazuje izvrsno mehaničko prianjanje na metalne podloge
Ima nisku sklonost posmaku
Ne mjenja volumen se pri otvrdnjavanju
Izuzetno je dugotrajno rješenje jer ne korodira i debljinom pridonosi strukturnom ojačanju.
Armaturna traka je hibrid ugljičnih i staklenih vlakana. Kombinacija ova dva materijala, omogućuje visoku vlačnom čvrstoćom i manju krutost, dva važna svojstva za bilo koji sustav kompozitnih popravaka.
BELZONA SUPERWRAP II KOMPOZITI
U kombinaciji s armaturnom trakom mogu se koristiti tri različite vrste kompozita. Odabir kompozita ovisi o radnim i atmosferskim uvjetima u kojima se vrši popravak.
BELZONA 1981
Belzona 1981 je brzo stvrdnjavajući kompozit koja je dizajnirana prvenstveno za hladna okruženja. Belzona 1981 je namijenjena za primjenu unutar 5 ° C – 20 ° C. Belzona 1981 može se koristiti za radne temperature do 60 ° C.
BELZONA 1982
Belzona 1982 je kompozit dizajniran za primjenu u toplijim uvjetima. On je kemijski poboljšan, tako da se produžuje vrijeme aplikacije. Stoga ga je lakše nanositi u toplim uvjetima poput onih na Bliskom istoku i Brazilu. Njegova temperatura primjene je između 20 ° C i 40 ° C i može se primijeniti na površinama kojima je temperatura do 80 ° C.
BELZONA 1983
Belzona 1983 je nedavni dodatak. To je kompozit koji je dizajniran za radne temperature do 150 ° C. Nanosi se između 5 ° C – 40 ° C.
BELZONA 1984
Belzona 1984 je najnoviji dodatak, dvokomponentna smola tolerantna na mokre površine, a i pod vodom, za radne temperature do 50 °C te pogodna za minimalnu temperaturu aplikacije od 5 °C.
Postoje dvije tehnike popravka Belzona SuperWrap II tehnologijom: omatanje i zakrpa. Omatanje oko cijelog promjera obično se koriste na cjevovodnim ako promjer iz praktičnih razloga dopušta primjenu. Ako je promjer cijevi toliko velik da omatanje cijelog promjera nije praktično, može se koristiti tehnika zakrpe.
Fotografije ispod prikazuju mogućnost primjene Belzona SuperWrap II tehnološkog rješenja. Kao što možete vidjeti Belzona SuperWrap II nije primjenjiva samo na ravnim površinama, već i na t-komadima, pa čak i iznimno velikim spremnicima!
Spojni dijeloviRizeriKrajevi cijevovodaSpremnici
APLIKACIJA NA MEHANIČKI/RUČNO PRIPREMLJENE POVRŠINE
Prije se Belzona SuperWrap II mogla nanositi samo na pjeskarene površine, no sada se dopušta aplicirati i na mehanički/ručno pripremljene površine i to u skladu sa ISO / ASME standardima.
Iako metoda mehaničke/ručne pripreme nije toliko kvalitetna kao što je pripreme površine pjeskarenjem, poznato je da je ručno hrapavljenje ili hrapavljenje električnim alatom često praktičnije, posebno kada je pristupačnost površini ograničen.
Ponekad su klijenti tražili rješenje popravka cijevi u skladu sa ISO / ASME normom, ali bez mogućnosti pjeskarenja. Klijenti su postavljali pitanje “koje su nam opcije u tom slučaju?”. To nas je navelo na razmišljanje … što možemo učiniti kako bismo osigurali kvalitetu popravka klijentu koji zahtijeva popravak sukladan standardima, bez pjeskarenja? Odlučili smo unaprijediti naš sustav Belzona SuperWrap II bude usklađen sa normom i kada se nanosi na ručno pripremljene površine…. bez potrebe za pjeskarenjem!
Provedena su opsežna testiranja kako bi se omogućilo da Belzona SuperWrap II bude u skladu sa aplikacijom na pjeskarenim površinama pa je ista ispitivanja trebalo ponoviti na istoj podlozi, istoj pripremi površine, istim materijalom, istim načinom nanošenja prije nego se sustav može klasificirati kao sukladan sa ISO / ASME normom za ručno pripremljene površine.
Promjena pripreme površine znači da se svi kvalifikacijski testovi moraju ponovno izraditi. Sljedeća faza bila je odabir standarda kojeg bi se pridržavali kako bi postigli jednoličnu i konzistentnu pripremu površine.
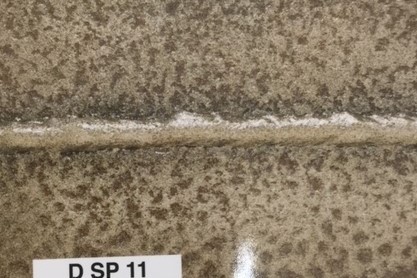
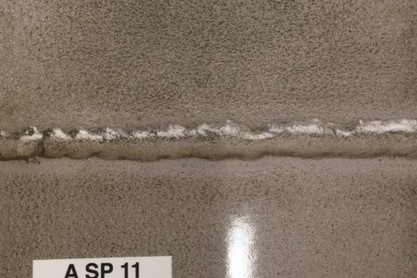
U standardima su postojale sličnosti, ISO 8501-1 ST2 je vrlo niska razina pripreme i daje niske indikativne rezultate, budući da ne smanjuje profil hrapavosti. ISO 8501-1 ST3, upotreba električnog alata bio je bolji, ali još uvijek ne ostvaruje profil hrapavosti s potrebnom čistoćom površine. Na kraju smo istražili SSPC SP-11 standard koji određuje uvjete za odgovarajuću čistoću površine i minimalni profil hrapavosti od 25 mikrona.
Rupičasti metalNovi metal
Ispitivanje sukladnosti na ručno pripremljenim površinama provedena su na dvije od naših Belzona SuperWrap II kompozita, Belzona 1981 i Belzona 1982.
Nismo proveli ispitivanje upotrebom kompozita Belzona 1983 jer se koristi za primjenu na višim temperaturama / više rizičnim aplikacijama pa zato za Belzona 1983 preporučujemo samo pripremu abrazivnim pjeskarenjem.
Završili smo testiranje sukladnosti, no želimo pružiti dodatne dokaze o dugotrajnoj izvedbi sustava Belzona Super Wrap II, stoga smo proveli test E-1000 – 1000 sati. Kada se ovo testiranje završi, uvjereni smo da će rezultati pružiti daljnje dokaze o izdržljivosti sustava Belzona Super Wrap II tijekom dužih vremenskih perioda.
OBUKA I PRIMJERI
Ekstenzivno testiranje nije jedini način na koji osiguravamo kvalitetno rješenje. Također vodimo tečajeve za podizanje i održavanje globalnih standarda primjene u našim centrima za obuku u Miamiju, Harrogateu i Chonburiju.
Možemo trenirati instalatere, nadzornike, dizajnere i trenere. Nakon postizanja razine trenera, ta osoba može pokrenuti tečajeve za instalatere i nadzornike na lokalnoj razini. Također vodimo evidenciju svih ljudi koji su primili obuku Belzona SuperWrap II. Većina zemalja sada ima certificirane instalatere i nadzornike. Tu su i mnogi dizajneri koji mogu proizvesti Belzona SuperWrap II dizajn u skladu s ISO ili ASME standardima. Tu je i nekolicina trenera koji su u mogućnosti izvršiti trening Belzona SuperWrap II na lokalnoj razini.
BELZONA KNOW-HOW REFERENCE
Belzona posjeduje veliku bazu podataka o referencama i to na javno dostupnoj web stranici: khia.belzona.com
Vrlo je jednostavna za korištenje. Jednostavno odete na web-lokaciju i tražite prema ključnim riječima. Te ključne riječi mogu se odnositi na određeni problem, industriju, aplikaciju ili proizvod.
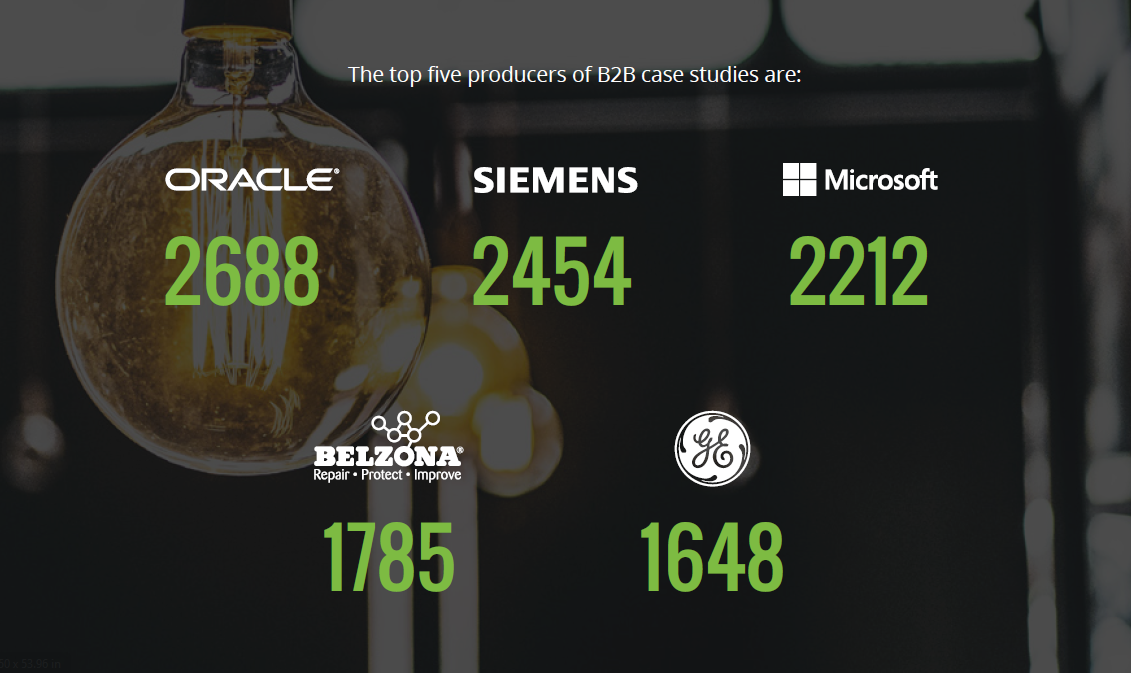
Nedavno je neovisna tvrtka Industolutions, provela je istraživanje o tvrtkama koje imaju najviše B2B referenci i utvrdila da je Belzona na četvrtom mjestu na globalnoj razini u objavi uspješnih referenci.
khia.belzona.com
PRIMJER 1
Pogledajmo nekoliko primjera Belzona SuperWrap II za sanaciju i zaštitu cjevovoda. Prvi primjer je u Sjevernom moru. Cjevovod odvoda heliodroma naftne platforme. 3 omota ukupne debljine 6 mm nanesena su tijekom 2 perioda od 14 dana. Problem oštećenja cijevi i stanjenja stjenke saniran je sa Belzona SuperWrap II. Ovo je bila opsežna aplikacija s potrošenih 320 L kompozita, 500 metara armaturne trake i 55 kg Belzone 1111 koja se koristila za popunjavanje depresija prije aplikacije kompozitnog omatanja cjevovoda.
Prethodni primjer prikazao je offshore aplikaciju, a sada pogledajmo neke aplikacije na kopnu. Spremnik od ugljičnog čelika u Španjolskoj. Cijev pod izolacijom je korodirala. U ovom je slučaju, Belzona SuperWrap II se koristi kao kao zakrpa. Opće pravilo je da sve dok Belzona SuperWrap II otvrdnjava, popravak se može nadograđivati bez dodatne pripreme. Budući da je ovo bio spremnik promjera 6 m, korištena je folija za učvršćivanje zakrpe.
U posljednjem primjeru prikazuje se nešto malo drugačije. U sustavu hlađenja nuklearne elektrane, cijev koja strši iz betonskog zida bila jako je korodirala. Rezanje i zavarivanje ili bilo kakva sanacija izvana nije bila izvediva jer se korozija nastavila širiti van betonskog zida.
Dakle, kako sanirati kad se ne može popraviti izvana? Saniramo iznutra. Za ovaj je popravak mora se proizvesti i ugraditi kompozitni rukavac od Belzona SuperWrap II. Rukavacse ugrađuje sa Belzona 1161 i premezuje sa Belzonom 1321.
Pogledajmo kako ovo izvesti. Za izradu rukavca od Belzona SuperWrap II koristimo plastični odljevak. Plastični odljevak obloži se kompozitom te se nakon otvrdnjavanja kompozita. Kompozitni umetak se obrusi kako bi bio spreman za umetanje. Kao što možete vidjeti, izrađena je potpuno novi prirubnica. Sjajna i jedinstvena aplikacija!
Dakle, ovo su samo neki primjeri s terena, više dostupnih imate na khia.belzona.com. Pogledajmo ispitivanje sustava Belzona SuperWrap II koji pridonosi izvedbi tih uspješnih aplikacija. Iako je sustav Belzona SuperWrap II uspješno prošao ISO / ASME ispitivanje sukladnosti, također smo proveli i dodatna ispitivanja za generiranje dodatnih podataka o performansama sustava u ekstremnim uvjetima.
ISPITIVANJE OTPORNOSTI NA VRUĆE ULJE
Ovaj test je proveden kako bi se dokazala otpornost Belzona SuperWrap II sustava na povišene temperature sa vrućim uljem kao medijem.
Za maksimalan tlak od 10 bara projektirali smo 4 tlačne špule. Zatim smo ih pod tlakom omotali u skladu s kreiranim dizajnom, prije nego što smo ih testirali u ulju temperature u prosjeku od 143 °C.
Iako je namotaj dizajniran samo da izdrži maksimalni tlak od 10 bara, prosječan tlak proboja 4 namotaja iznosio je 44 bara, što je 4 puta više nego za što je sustav dizajniran!
Još jedan primjer dodatnog ispitivanja koje smo nedavno izvršili je ispitivanje otpornosti sustava Belzona SuperWrap IIna termalni šok. Zagrijavali smo sustav SWII do 100 °C prije nego što smo uzorke uronili u kupelj s otapalom do temperature od -60 ° C. Test je ponovljen pet puta, istovremeno provjeravajući da li su nastale pukotine. Zadovoljstvo nam je objaviti da testiranje termelnog šoka nije imalo negativan utjecaj na sustav Belzona Super Wrap II.
BELZONA SUPERWRAP II I KONVENCIONALNO EPOKSI OMATANJE
Čak i nakon što smo pružili dokaze o testiranju koje smo proveli s Belzonom Super Wrap II, i dalje nas pitaju; zašto koristiti Belzona SuperWrap II popravak umjesto standardnog kompozitnog omatanja koji se godinama koristio na terenu u slučaju kad nije potrebna usklađenost popravka sa ISO / ASME standardima?
Video ispod prikazuje razlog zašto. Ovdje možete vidjeti ispitivanje konvencionalnog kompozitnog omatanja cijevi usporedno sa Belzona SuperWrap II omatanjem. Možete vidjeti povećavanje tlaka na oba kompozitna omota, ali gledajte nakojem tlaku konvencionalni omot prsne, a sustav Belzona Super Wrap II ne.
Iz ispitivanja je vidljivo i da konvencionalni omot prsne kohezivno, zajedno s projektilom koji odleti što je jako opasno, a sustav Belzona Super Wrap II prsne adhezivno duž linije, omogućujući polagano smanjivanje tlaka u sustavu.
BELZONA SUPERWRAP II ISPITIVANJE TLAKA
Belzona SuperWrap II pruža alternativnu, ekonomičnu i dugotrajnu opciju u usporedbi s konvencionalnim alternativama. Sustav Belzona SuperWrap II ima mnoge prednosti primjene, osiguravajući jednostavnu i sigurnu aplikaciju, kao i mnoge prednosti u funkcionalnosti, primjerice izvrsna mehanička svojstva i kemijska otpornost.
Za razliku od konvencionalnih metoda (npr. zavarivanje, prskanje metalom itd.), popravak osovine s polimernim rekonstrukcijskim metalima omogućuje vam popravak na licu mjesta bez potrebe za rastavljanjem opreme. Osim toga, Belzona metalni materijali za obnovu produljuju život opreme i štite od korozije, abrazije i udaraca.
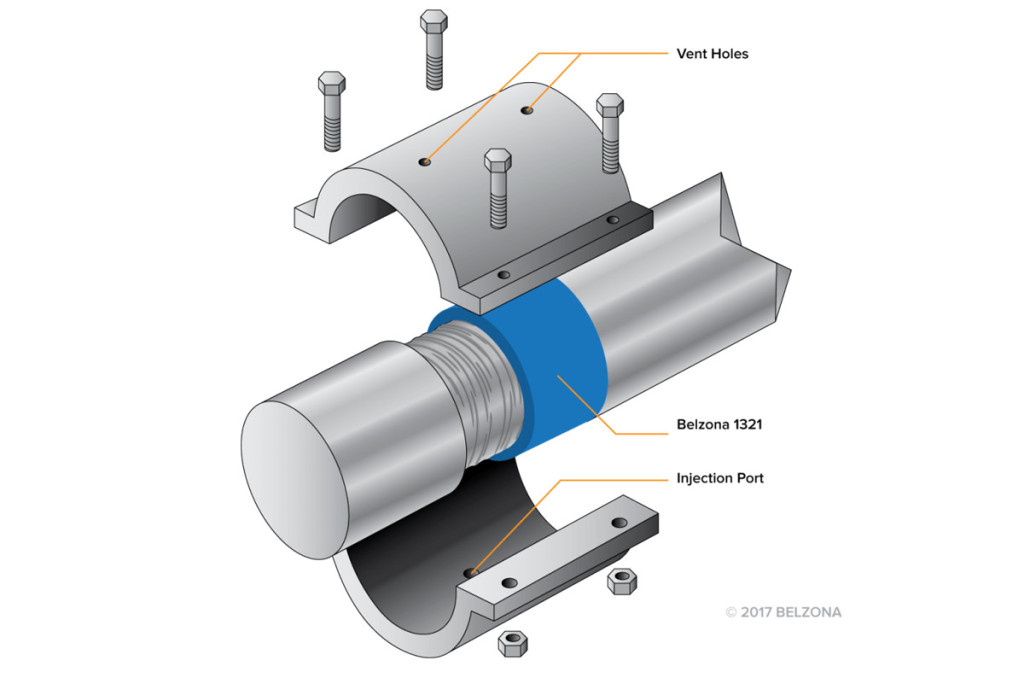
U ovom postu pokazujemo drugačiju tehniku popravka istrošene osovine koja koristi epoksidnu prevlaku Belzona 1321 (Ceramic S-Metal), koja se injektira kroz injekcijske otvore. Ova metoda popravka osovine prikladna je za situacije koje uključuju, ali nisu ograničene na:
ograničen pristup vratilu
ograničeni radni prostor
unaprijed instaliran former
ograničeno osoblje koje obavlja popravak
Osim toga, budući da je preporučeni materijal koji se koristi za ovu tehniku tekući, pokazuje visoku tlačnu čvrstoću ključnu za funkcionalnost opreme. Primjena i ugradnja injektiranjem je jednostavna i ne zahtijeva vrući rad. Keramička punila Belzone 1321 čine ga iznimo otpornim na eroziju i koroziju, a time pridonoi dugovječnosti rotirajuće opreme.
3D PRINTANI FORMER OSOVINE
Tradicionalno, formeri od nehrđajućeg čelika su se koristili za popravke osovina. S 3D tehnologijom koja postaje sveprisutnija u svijetu proizvodnje, pojednostavljuje se tehnologija izrade formera. Zašto 3D tehnologija? Kraće vrijeme izvedbe, fleksibilnost dizajna i niži troškovi. Za ovu demonstraciju koristili smo 3D former kako bismo mogli uspoređivati njegovu izvedbu s onom od inoxa. Kao rezultat toga, izvedba 3D formera je prema očekivanom, pomogla glatko provesti aplikaciju.
BELZONA ZNATI-KAKO
VIDEO: POPRAVAK OSOVINE 3D FORMEROM I BELZONOM 1321
Za ovaj popravak koristili smo Belzona 1321 (Ceramic S-Metal), 3D former, Belzona 9111 (Odmaščivać), Belzona 9411 (Odvajač), pištolj za ubrizgavanje i nekoliko alata iz naše radione. Otvori za ubrizgavanje i odzračivanje bili su bušeni prije početka primjene. Očistili smo područje za popravak, aplicirali sredstvo za odvajanje na unutarnju površinu formera i područje koje okružuje područje popravka. Zatim smo pričvrstili former oko vratila sa vijcima. NAkon toga smo Belzona 1321 temeljito izmiješli i ulili u uložak za injektiranje. Pomoću pištolja za ubrizgavanje izmiješani materijal je ubrizgavan kroz otvor za ubrizgavanje na dnu formera. Višak proizvod pažljivo je uklonjen. Nakon stvrdnjavanja, uložak je uklonjen, a područje popravka je obrađeno brusnm papirom kako bi se uklonili oštri rubovi.
Belzona 1321
Belzona 9411 (odvajač)
3D former
Pištolj za injektiranje
Brusni papir
KORAK-PO-KORAK POPRAVAKA OSOVINE SA BELZONOM 1321 I 3D FORMEROM
KORAK 1: PRIPREMA 3D FORMERA
Nanesite Belzona 9411 (Odvajač) na unutarnju površinu formera.
KORAK 2: OBLJEPITE PODUČJE POPRAVKA
Područje oko popravka se obljepljuje kako bi se zaštitilo tijekom primjene odvajača.
KORAK 3: TRETIRANJE POVRŠINE
Nanesite Belzona 9411 (odvajač) na površinu oko područja popravka i uklonite traku.
KORAK 4: POSTAVITE FORMER
Postavite former oko osovine i učvrstite ga pomoću vijaka.
KORAK 5: MJEŠNJE PROIZVODA
Temeljito pomiješajte bazu i solidifier Belzone 1321.
KORAK 6: ISPUNITE ULOŽAK
Ulijte izmiješani materijal u uložak.
KORAK 7: PRIPREMA PIŠTOLJA ZA INJEKTIRANJE
Odrežite vrh i ugradite mlaznicu.
KORAK 8: INJEKTIRAJTE PROIZVOD
Ubrizgajte proizvod kroz otvor za ubrizgavanje na dnu formera.
KORAK 9: UKLONITE VIŠAK PROIZVODA
Uklonite višak proizvoda koji izlazi iz otvora za zrak.
KORAK 10: ZAČEPITE OTVORE
Umetnite čepove u otvor za ubrizgavanje i odzračivanje.
KORAK 11: UKLONITE FORMER
Nježno uklonite former.
KORAK 12: OBRADITE POVRŠINU
Ozbrusite popravljenu površinu brusnim papirom kako biste uklonili sve oštre rubove.
ZAGRLJAJ HLADNOĆE: HLADNO VEZIVANJE VS ZAVARIVANJE
Oštećenja industrijske opreme su uobičajena i troškovi popravaka mogu biti masivni, ovisno o veličini opreme. Da bi se obnovila sposobnost opreme, nakon oštećenja koja ugrožavaju strukturalni integritet metalnog elementa, tradicionalno su privilegirani određeni načini popravka. Ipak, napredak u tehnologiji promijenio je način na koji se mogu vratiti izvorni uvjeti rada, a istodobno se pridržavajući važećih zdravstvenih i sigurnosnih standarda. Kroz ovaj post raspravljamo o prednostima hladnog lijepljenja u odnosu na tradicionalnu vruću radnu opcijuzavarivanja.
Nova era tehnike popravaka
Među popravcima strukture metalne opreme, zavarivanje je priznata metoda popravljanja vrućeg rada koja se prakticira širom svijeta. Unatoč tome što je to znanje dugo postojalo, vlasnici imovine nedavno su tražili brže i sigurnije metode dobivanja učinkovitog popravka. Vrući rad potreban za zavarivanje, brušenje i rezanje sve prisutne potencijalne opasnosti ako se provodi u potencijalno eksplozivnim i zapaljivim okolinama. Kako bi se smanjio rizik, tehnike hladnog lijepljenja koje uključuju materijale koji se primjenjuju i stvrdnjavaju na sobnoj temperaturi mogu ponuditi alternativno rješenje za popravke i nove gradnje na metalnim površinama.
Očigledan defekt proboja
Stresovi vrućeg rada
Razlog zbog kojeg vlasnici traže alternativu je zbog toga što ti zavareni popravci često uzrokuju probleme kasnije u životnom vijeku opreme, kao rezultat procesa i ograničenja zavarivanja. Najčešći problemi povezani s ovim oblikom vrućeg rada uključuju:
Promjena mikrostrukture supstrata zbog primjene topline
Šupljine iza zavarenih zakrpa i zagrada
Bi-metalna korozija
Postojeći premazi / obloge osjetljive na toplinu
Procjena rizika potrebnih prije izvođenja bilo kakvog vrućeg rada čini zavarivanje vrlo dugotrajnim procesom pa stoga sigurnije i vremenske uštede alternativnih opcija postaju popularne među stručnjacima iz industrije. U scenarijuzapaljivih i eksplozivnih sredina, proces zavarivanja je ograničen, jer iskre i vrući metal mogu letjeti u svim smjerovima i mogu padati, stvarajući opasne situacije.
U osnovi, sam zavar može uzrokovati izobličenje podloge zbog topline. Češće poznat kao TZZ (toplinski zahvaćene zone), intenzivan proces zagrijavanja i naknadnog hlađenja podloge može stvoriti slabosti u metalu i ograničiti strukturni integritet na točki zavarivanja. U nekim se primjenama metal mora podvrgnuti oslobađanju stresa kako bi se osiguralo da se rizik naknadnih promjena metala minimizira. Ovisno o tehnici grijanja i uključenim metalima, naprezanja vrućeg rada mogu utjecati i na mala i velika područja, što slabi opreme kasnije tijekom njegovog vijeka trajanja.
Štoviše, veliki broj zavarenih zakrpa i zagrada ima šupljine. Ti praznini jednostavno predstavljaju područja izloženih metalnih radova, što može dovesti do početka komplikacija korozije; koja se u početku pojavljuje kao pitting, ali potencijalno dovodi do oštećenja kroz zid. Sveukupno, zavar stvara ograničeni kontakt s metalnim radom, što uzrokuje naprezanja postavljena na zavarivanje / popravak da se usredotoče na ograničeno područje. Time se povećava vjerojatnost pucanja naprezanja zbog neujednačene ekspanzije i kontrakcije podloge.
Kako bi se izbjegli ovi problemi, hladno vezivanje pomoću polimerne paste ili materijala tipa tekućine postaje sve uobičajenije. Značajno, ova tehnika učinkovito uklanja vrući rad i povezane opasnosti. Kada uzmete u obzir propise o zdravlju i sigurnosti koji su trenutno na snazi, gdje je sigurnost od najveće važnosti, smanjenje opasnih radnih procesa uvijek će biti dobro. Ne samo to, već je metoda popravka relativno jednostavna.
Jednostavne tehnike hladno vezivanja
Istraživanje hladnog lijepljenja
Hladna veza može se izvesti sa pastoznim ili tekućim materijalima na osnovi polimera koji pokazuju visoku adheziju i svojstva tlačne čvrstoće. Postupak lijepljenja stupnja paste uključuje pripremu površine kako bi se dobio grubi profil. Obje suprotne površine komponente i izvornog podloge su “navlažene” s odabranim proizvodom, a veći sloj je izgrađen do vrha u sredini komponente. Kada se pritisne na mjesto, to će uzrokovati da se proizvod silazi prema van, uzimajući zajedno sa zrakom zarobljen ispod.
Korištenje tekućeg materijala slijedi vrlo sličnu metodologiju. Branu se može stvoriti pomoću brtvila i materijal za tekućinu se ubrizgava, bilo ručno ili mehanički, u prazninu. Ova metoda je osobito korisna kada je potrebno pokriti veliko područje. Više ulaznih priključaka mogu se istodobno koristiti kako bi se osigurala velika pokrivenost površine i na površini složene geometrije (kao što su oštećenja uslijed pittinga). Potrebna su najmanje dva ulaza, jedan za prolazak proizvoda, a drugi za izbacivanje zraka.
Use of a fluid grade follows very similar methodology. A dam can be created using a sealant and the fluid grade material is injected, either by hand or mechanical means, into the void. This method is especially useful when it is necessary to cover a large area. Multiple entry ports can be used simultaneously to provide a wide coverage of the surface, whilst also taking up complex geometries on the surface (such as damage due to pitting). A minimum of two ports are required, one for the product to flow through and the other for air to escape.
Značajnije, u usporedbi s zavarivanjem, hladno povezivanje nudi sloj zaštite između podloge i popravka materijala. Odvajanje metala u ovom slučaju uklanja potencijal za bi-metalnu koroziju zbog materijala koji je otporan na koroziju. Pokrivenost zaštićene površine će u tim slučajevima biti 100%, osiguravajući da nema praznina. Ovaj kontakt osigurava da nema mjesta za koroziju, a istodobno se širi bilo kakvo opterećenje na cijeloj površini. S druge strane, to olakšava visoku adheziju koja, kada je povezana s velikom čvrstoćom pritiska, znači da se popravci često smatraju jednakima popravljanju temeljenom na toplini s obzirom na vijeka trajanja i čvrstoću.
Pronalaženje ravnoteže između vruće i hladne
Tehnike koje uključuju vrući rad, poput zavarivanja, sveprisutne su i uvijek će igrati ulogu u održavanju svjetskog industrijskog sektora. Međutim, zahtjevi za održavanje i zavarivanje građevina koji bi povijesno uključivali vrući rad mogu se dovršiti upotrebom polimernih hlapljivih kompozita, nanesenih i obrađenih na sobnoj temperaturi. Kao što je pokazano laboratorijsko testiranje i iskustvo na terenu, polimerni hlapljivi spojevi mogu se nanositi za popravak metalne opreme, kao i za nove gradnje. Značajno, obje metode imaju svoje prednosti, no ove nove tehnike i metode definitivno nude klijentima mnogo veći izbor u smislu izvođenja popravaka.
Utjecaj agresivnih voda na većinu od instaliranih postrojenja ograničavaju njihov životni vijek.
Korozija, kemijski utjecaj, erozija i kavitacija su glavni utjecaji na betonske i metalne površine. Prikazati ćemo nekonvencionalne alternativne metode zaštite od propuštanja postojećih postrojenja za obradu otpadnih voda i spremnika upotrebljavajući kompozitne polimerne materijale Belzona. Veliki je broj uspješnih primjena u cijelom svijetu daje nam dovoljnu mjeru povjerenja za buduća rješenja i na našim postrojenjima.
Sva postrojenja za obradu voda u pogonu ili izvan pogona izložena su ograničenom vijeku trajanja ovisno o ugrađenim materijalima i ugrađenoj antikorozivnoj zaštiti. Očekivani vijek trajanja opreme ovisi o izloženosti i agresivnosti medija na sve optočne površine opreme. Kemijsko djelovanje , erozija i korozija redovno su prisutne pojave na postrojenjima za obradu otpadnih voda. Spremnici, cjevovodi, pumpe i reaktori.
S današnjim stanje tehnologije nadogradnje i zaštite pomoću kompozitnih materijala moguće je riješiti većinu oštećenja na zadovoljavajući način.
Važna pitanja za svaku službu održavanja na postrojenjima za obradu otpadnih voda jesu:
Kao predvidjeti neželjena propuštanja voda u okolinu prije konačne obrade?
Kako predvidjeti mjeriti preostalu debljinu stijene materijala cjevovoda, pumpi itd.?
Kako otkriti i mjeriti mjesta pukotina ili oštećenja?
Kakve su tehnologije sanacija i iskustva danas na raspolaganju?
Kako pratiti stanje saniranih površina?
Kakvi su troškovi sanacija u odnosu na zamjenu komponenata i usporedba vijeka trajanja?
Iznenadna i nepredviđena propuštanja najgori su mogući scenarij za svaku službu održavanja i mora se izbjeći.
Neki karakteristični primjeri sanacija iz svijeta koje prikazujemo daju dovoljan pregled mogućnosti koje nam stoje na raspolaganju.
Kompozitni materijali u današnje vrijeme igraju veliku ulogu u produženju vijaka trajanja dijelova opreme postrojenja za obradu otpadnih voda jer u velikoj mjeri mogu produžiti vijek trajanja postrojenja gdje troškovi održavanja mogu predstavljati samo dio troškova koje uzrokuje nabava novih dijelova.
Svi poznati proizvođači pumpi u svijetu danas koriste kompozitne materijala za reparacije kao i za zaštitu novih komponenti pumpi radi povećanja zaštite oštećenja od korozije, kavitacije, abrazije ili kemijskog djelovanja.
Zaštite od nekontroliranih propuštanja medija iz postrojenja sastoji se od:
stalnog praćenja količine protoka pojedinih ulaza i izlaza
kontinuiranog monitoringa kritičnih lokacija
nadopune svih stanjenih stijenki i cjevovoda u predviđenim intervalima održavanja
praćenje promjene agresivnosti i sastava pojedinih medija
aktivna procurivanja mogu se sanirati u pogonu i bez zastoja postrojenja
Iskustva iz do sada obavljenih radova daju nam veliku sigurnost primjene ove tehnologije koja redovito štedi vrijeme i troškove.
Situacija: Rotor oštećen kavitacijom i erozijom otpadnih voda može se u kratkom vremenu obnoviti Belzonom 1311 i Belzonom 1321 te vratiti u pogon što pridonosi odličnoj zaštiti od kavitacije i erozije. Važno je napomenuti da se ovime i povećava efikasnost originalnih karakteristika pumpe.